HEIDENHAIN TNC 426 (280 476) Pilot Manuale d'uso
Pagina 81
82
Cicli
di
conversione
delle
coordinate
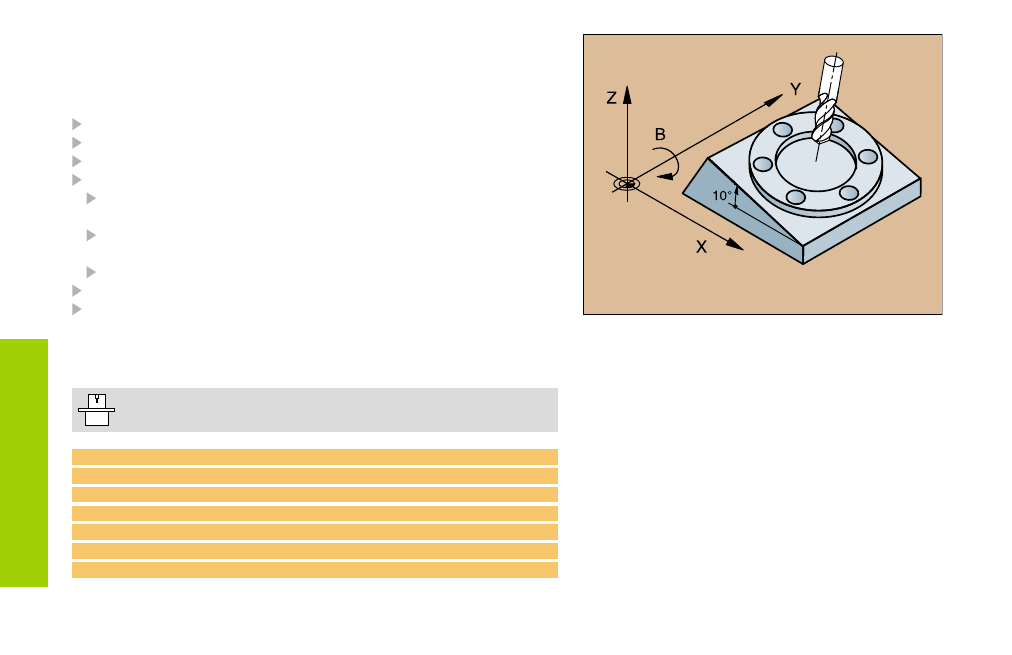
PIANO DI LAVORO (19)
Il ciclo 19 PIANO DI LAVORO supporta la lavorazione con teste
rotative e/o tavole inclinate.
Richiamo utensile
Portare l'utensile ad una quota di sicurezza (evita la collisione)
Posizionare ev. assi rotanti agli angoli desiderati mediante un blocco L
CYCL DEF: selzionare ciclo 19 PIANO DI LAVORO
Inserire l'angolo di rotazione dell'asse corrispondente oppure
l'angolo spaziale
Introdurre eventualmente l'avanzamento degli assi di rotazione
per il posizionamento automatico
Introdurre eventualmente la distanza di sicurezza
Attivare la correzione: posizionare tutti gli assi
Programmare la lavorazione, come se il piano non fosse inclinato
Annullamento del ciclo inclinazione PIANO DI LAVORO:
nuova definizione del ciclo con angolo di inclinazione 0.
La macchina e il TNC devono essere predisposti dal costruttore
per l'orientamento del PIANO DI LAVORO.
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 PIANO DI LAVORO
8 CYCL DEF 19.1 B+10 C+90
9 L Z+200 R0 F1000
10 L X-50 Y-50 R0