HEIDENHAIN TNC 320 (340 55x-05) Manuale d'uso
Pagina 209
HEIDENHAIN TNC 320
209
6.6 Mo
vimenti tr
aiet
to
ri
a – Pr
ogr
ammazione liber
a dei pr
ofili FK (opzione
sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
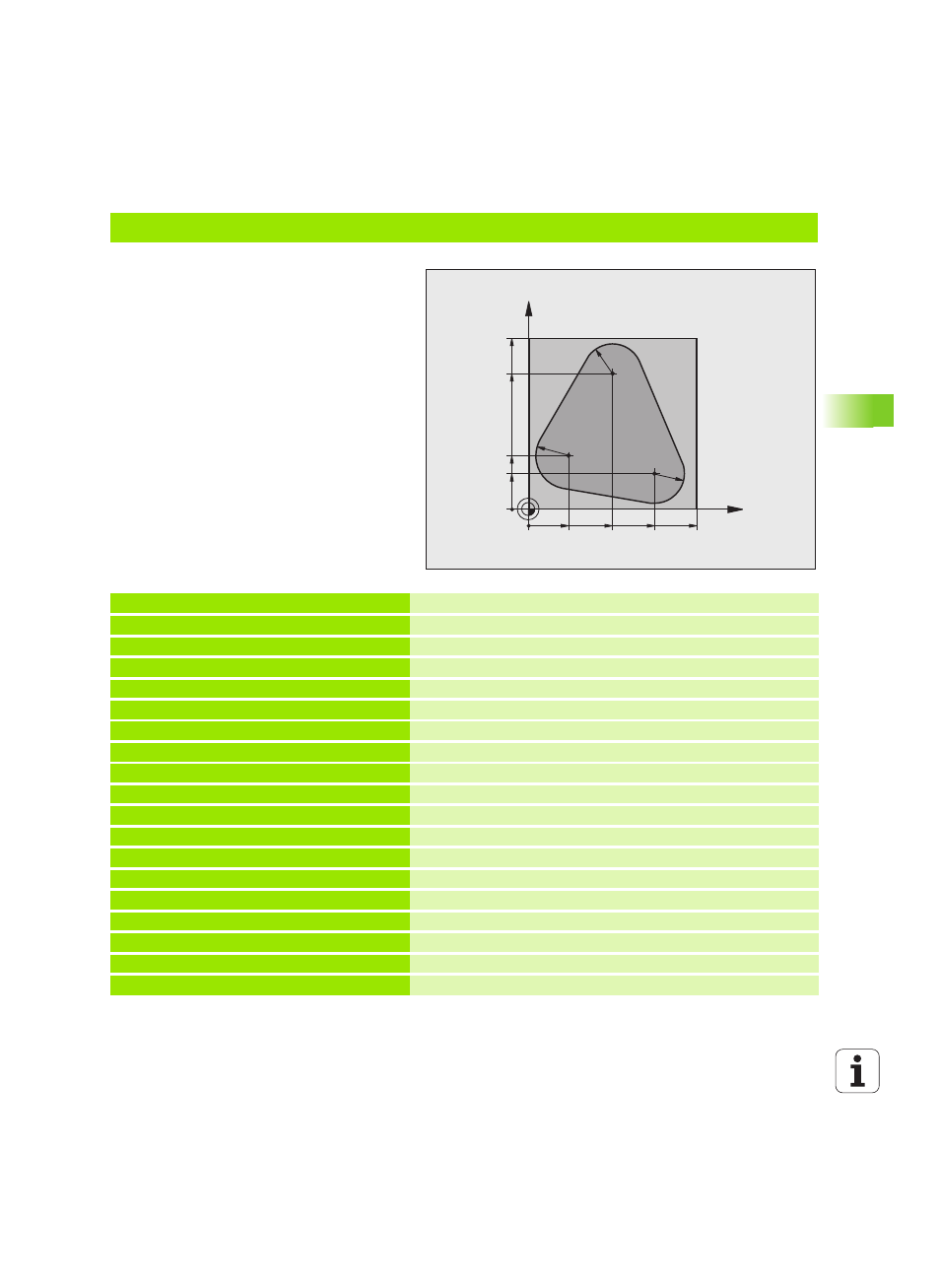
Esempio: programmazione FK 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definizione pezzo grezzo
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Chiamata utensile
4 L Z+250 R0 FMAX
Disimpegno utensile
5 L X-20 Y+30 R0 FMAX
Preposizionamento utensile
6 L Z-10 R0 F1000 M3
Posizionamento alla profondità di lavorazione
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Avvicinamento al profilo su un cerchio con raccordo tangenziale
8 FC DR- R18 CLSD+ CCX+20 CCY+30
Sezione FK:
9 FLT
Programmazione dei dati noti per ogni elemento di profilo
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Distacco dal profilo su un cerchio con raccordo tangenziale
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Disimpegno utensile, fine programma
18 END PGM FK1 MM
X
Y
100
100
20
75
30
50
20
75
R1
5
R18
R15