Regolazione della pressione del getto laterale, Regolazione della pressione del getto laterale -37 – Hypertherm HyIntensity Fiber Laser Rev.2 Manuale d'uso
Pagina 139
Configurazione e funzionamento
HyIntensity Fiber Laser
Manuale di istruzioni – 807094 Revisione 2
3-37
Regolazione della pressione del getto laterale
Per tagliare acciaio al carbonio con spessore superiore a 3 mm, il getto laterale pulisce velocemente il materiale fuso
dalla posizione di sfondamento e aiuta a creare fori precisi. È importante impostare una pressione ottimale per il getto
laterale. Se la pressione è troppo bassa, il materiale fuso non viene eliminato efficacemente e il foro di sfondamento
può essere troppo largo. Se la pressione è troppo alta, l'ossigeno all'interno del getto laterale può causare incendi
incontrollati in posizione di sfondamento e il foro di sfondamento può essere troppo largo. La pressione del gas del
getto laterale può essere aumentata o diminuita ruotando il regolatore di pressione rispettivamente in senso orario
o antiorario.
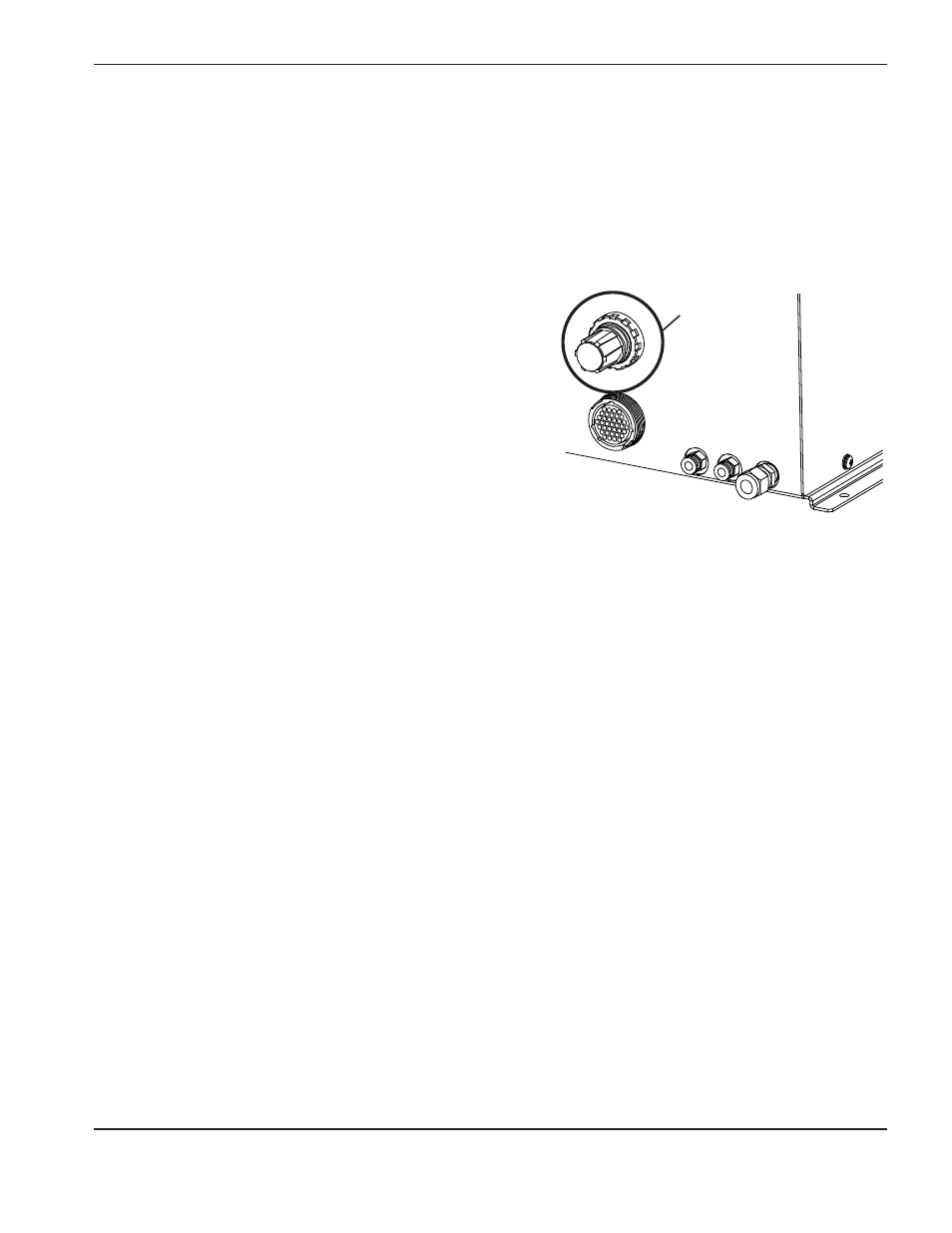
• Tirare la manopola di regolazione della pressione
per sbloccarla. Quando la manopola di regolazione
della pressione è sbloccata, nello spazio compare
un segno arancione.
• Ruotare la manopola in senso orario per aumentare
la pressione del getto laterale o in senso antiorario
per diminuire la pressione del getto laterale.
• Premere la manopola di regolazione della pressione
per bloccarla. Se è difficile bloccare la manopola,
ruotarla leggermente a sinistra e a destra e premerla
di nuovo. Quando la manopola viene bloccata,
il segno arancione non è più visibile.
Manopola
di regolazione
della pressione
Nota: La pressione del getto laterale ha un'impostazione di fabbrica pari a 0,3 MPa (3,0 bar).