Manutenzione – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 117
MANUTENZIONE
2
5-10
HPR130 Auto Gas
Manuale di istruzioni
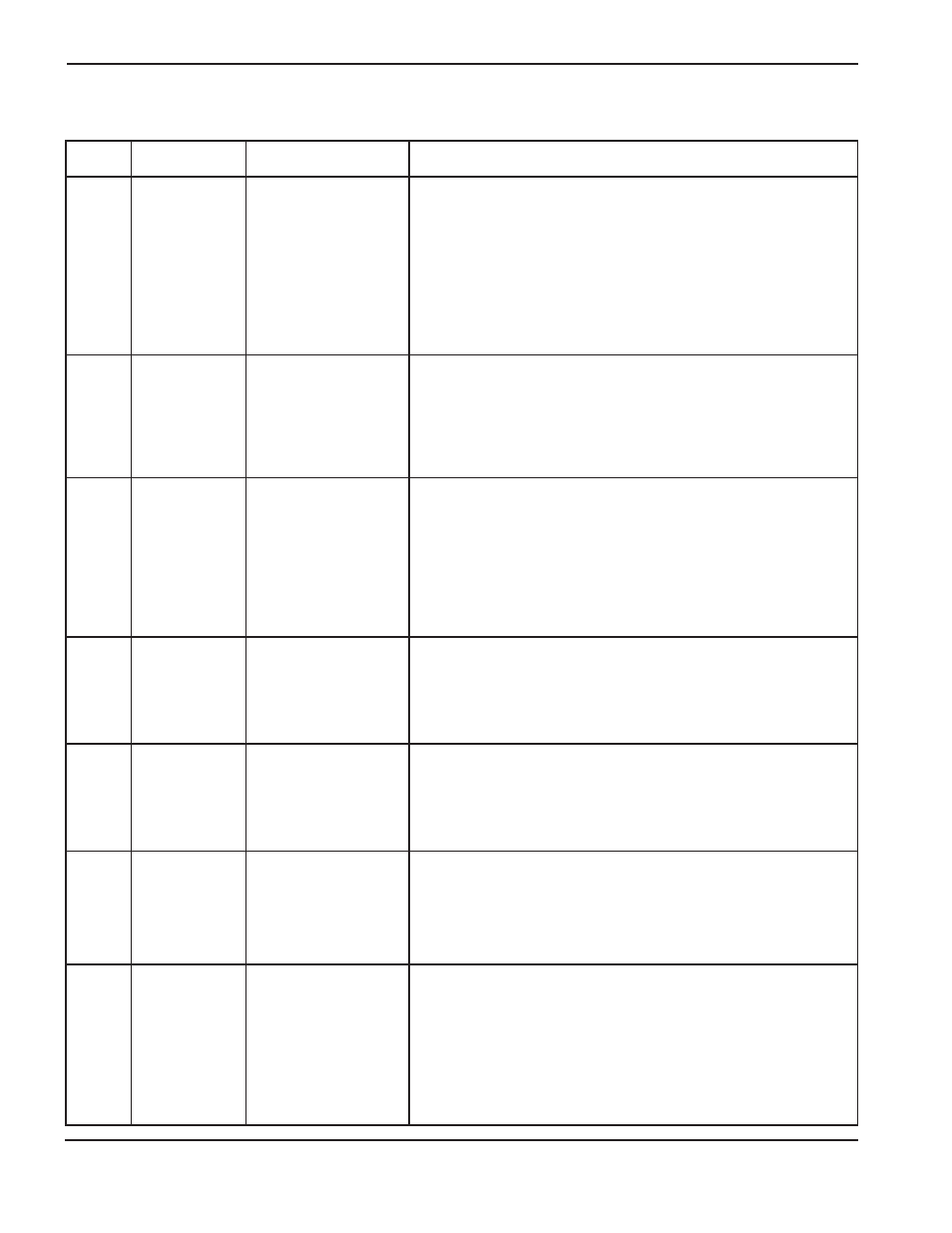
Risoluzione dei problemi con i codici di errore (4 di 9)
Codice
di errore
Nome
Descrizione
Azione correttiva
50
Segnale di avvio
attivo (ON)
durante
l’inizializzazione
L’ingresso del segnale
di avvio plasma non deve
essere attivo
all’accensione del
generatore.
1. Interrompere o annullare il programma di taglio, nel caso in cui il
segnale di avvio plasma non sia stato interrotto alla fine del programma
di taglio precedente.
2. Verificare che il cavo di interfaccia CNC non sia danneggiato.
3. Rimuovere il cavo di interfaccia CNC dalla scheda PCB3 e verificare
tra i pin 15 e 34 ci sia un circuito aperto.
4. Se il circuito è chiuso, il CNC sta inviando un segnale di avvio plasma
oppure il cavo di interfaccia CNC è danneggiato.
5. Se il circuito è aperto e il LEDN300J è acceso mentre il cavo di
interfaccia CNC non è presente sulla scheda PCB3, sostituire PCB3.
53
Pressione del gas
di protezione
insufficiente
La pressione del gas di
protezione è al di sotto
del limite minimo di 2.
1. Misurare la pressione di alimentazione del gas e verificare che nel
sistema resti un volume sufficiente di gas.
2. Verificare che le impostazioni del regolatore di pressione sulla consolle
siano coerenti con i valori riportati sulle tabelle di taglio.
3. Vedere Impostazione dei regolatori della pressione di alimentazione
(Sezione Installazione).
4. Eseguire una prova di tenuta (Sezione Manutenzione).
54
Pressione del gas
di protezione
eccessiva
La pressione del gas di
protezione è maggiore
del limite massimo
di 7,58 bar.
1. Verificare la pressione di alimentazione del gas. Consultare il paragrafo
Impostazione dei regolatori di alimentazione nella sezione Installazione.
2. Verificare che le impostazioni della pressione del gas sulla consolle
siano coerenti con i valori riportati nelle tabelle di taglio.
3. Un solenoide del gruppo valvole di intercettazione non si apre.
Verificare tutte le valvole siano alimentate. Scollegare i tubi flessibili del
gas plasma e del gas di protezione in uscita da ciascuna valvola di
intercettazione. Se una delle pressioni diminuisce, la corrispondente
valvola non funziona o non è alimentata.
55
Pressione di
alimentazione
MV 1
Solo per consolle
del gas
automatica
La pressione di
alimentazione della
valvola motorizzata 1 è
minore di 3,45 bar o
maggiore di 9,65 bar.
Verificare che la pressione del gas rilevata dal trasduttore P1 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
56
Pressione di
alimentazione
MV 2
Solo per consolle
del gas
automatica
La pressione di
alimentazione della
valvola motorizzata 2 è
minore di 3,45 bar o
maggiore di 9,65 bar.
Verificare che la pressione del gas rilevata dal trasduttore P2 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
57
Pressione gas di
taglio 1
Solo per consolle
del gas
automatica
La pressione di mandata
del gas di taglio 1 è
minore di 3,45 bar o
maggiore di 9,65 bar
nella consolle di
selezione.
Verificare che la pressione del gas rilevata dal trasduttore P3 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
58
Pressione gas di
taglio 2
Solo per consolle
del gas
automatica
La pressione di mandata
del gas di taglio 2 è
minore di 3,45 bar per
gas non miscelato,
oppure minore di 1,38
bar per gas miscelato, o
maggiore di 9,65 bar per
gas non miscelato o
miscelato).
Verificare che la pressione del gas rilevata dal trasduttore P4 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.