Attenzione – Flowserve Edward Univalve Manuale d'uso
Pagina 8
Edward Univalve Manuale D'istruzioni Italiano 07/14
8
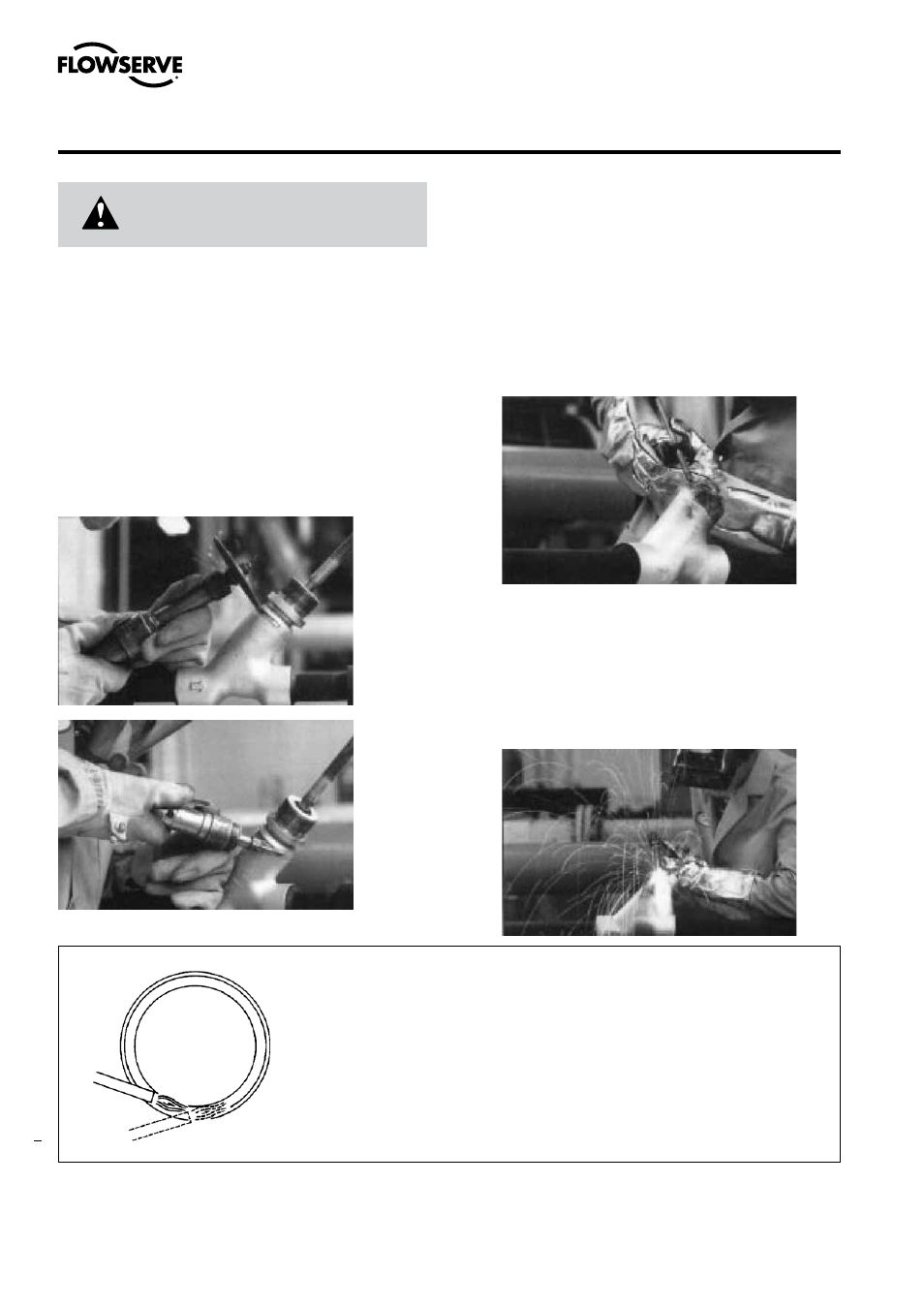
FRESATURA DI UNA SALDATURA
(Per valvole Univalve con saldatura dell'estensione del
coperchio) valvole in acciaio inox
Aprire la valvola fino alla controtenuta. Utilizzando una
fresa standard, rimuovere la saldatura lavorando dalla parte
superiore della superficie del corpo e sul diametro esterno del
coperchio (vedere foto). Continuare intorno alla valvola fino
a rimuovere tutta la saldatura nel punto di unione tra corpo
e coperchio. Pulire la valvola con una spazzola metallica. Se
consentito, è possibile utilizzare olio penetrante per allentare le
filettature di unione tra corpo valvola e coperchio.
LAVORAZIONE AL CANNELLO DELLA SALDATURA
(Per valvole Univalve con saldatura d'angolo) valvole in acciaio
al carbonio e bassolegato
1. Metodo Arc-Air Aprire la valvola fino alla controtenuta.
Utilizzando un'attrezzatura adatta per il metodo Arc-Air,
praticare una serie di tagli sulla saldatura della valvola
(vedere la foto e il disegno). Continuare finché sulla
valvola non sono visibili scanalature e l'area risulta libera.
Pulire la valvola con una spazzola metallica. Se consentito,
è possibile utilizzare olio penetrante per allentare le
filettature di unione tra corpo valvola e coperchio.
2. Metodo con cannello ossiacetilenico Aprire la
valvola fino alla controtenuta. Utilizzando una torcia
ossiacetilenica con elettrodo per scriccatura, praticare
una serie di tagli nella saldatura finché non sono visibili
scanalature e l'area risulta libera. Pulire la valvola con una
spazzola metallica. Se consentito, è possibile utilizzare
olio penetrante per allentare le filettature di unione tra
corpo valvola e coperchio.
METODI ALTERNATIVI DI TAGLIO AL CANNELLO PER VALVOLE UNIVALVE
ATTENZIONE
Prima di qualsiasi intervento di riparazione, è necessario
scaricare la pressione dalle tubazioni.
Il disegno mostra la sequenza di taglio necessaria per rimuovere il cordone d'angolo
utilizzando i metodi con ossiacetilene e Air-Arc. Posizionare la torcia per scriccatura o
l'elettrodo di saldatura tangente al coperchio, come indicato nella posizione A. Quando il
metallo raggiunge la temperatura di taglio, iniziare a erogare ossigeno o aria spostando
al tempo stesso la torcia indietro. Il metallo del cordone di saldatura dovrebbe venire
soffiato via. Spostare la torcia in senso antiorario fino alla posizione B. Ripetere fino
a quando il cordone di saldatura non viene rimosso e la spaziatura è continua. NON
RIMUOVERE UNA QUANTITÀ ECCESSIVA DI MATERIALE DAL COPERCHIO O DALLA
SUPERFICIE NELLA PARTE SUPERIORE DEL CORPO.
A
B