Sostituzione delle saldature di sigillo – Flowserve Edward Univalve Manuale d'uso
Pagina 18
Edward Univalve Manuale D'istruzioni Italiano 07/14
18
VALVOLE UNIVALVE A105 E F22
La saldatura di sigillo delle valvole Univalve A105 (in acciaio al
carbonio) e F22 (in acciaio bassolegato) è realizzata mediante
saldatura d'angolo.
RISALDATURA
• Per consentire la fuoriuscita dei gas di saldatura, non
portare la valvola in posizione completamente aperta o
completamente chiusa.
• Le superfici da saldare devono essere pulite e asciutte.
• Preriscaldare a 300 °F - 400°F.
• Saldare le valvole Univalve A105 con elettrodi SFA 5.1 E7018
e le valvole Univalve F22 con elettrodi SFA 5.5 E9018-B3.
• Depositare il metallo di saldatura in base alle dimensioni
mostrate nella tabella sottostante.
SOSTITUZIONE DELLE SALDATURE DI SIGILLO
Dimensione valvola Univalve
Lembo
laterale
min.
Spessore
min.
Passate
min.
1-1/2 e inferiori
3-16
1/8
2
2 (eccetto Classe 4500)
1/4
3/16
2
2 (Classe 4500 e valvole
maggiori di 2)
3/8
1/4
2
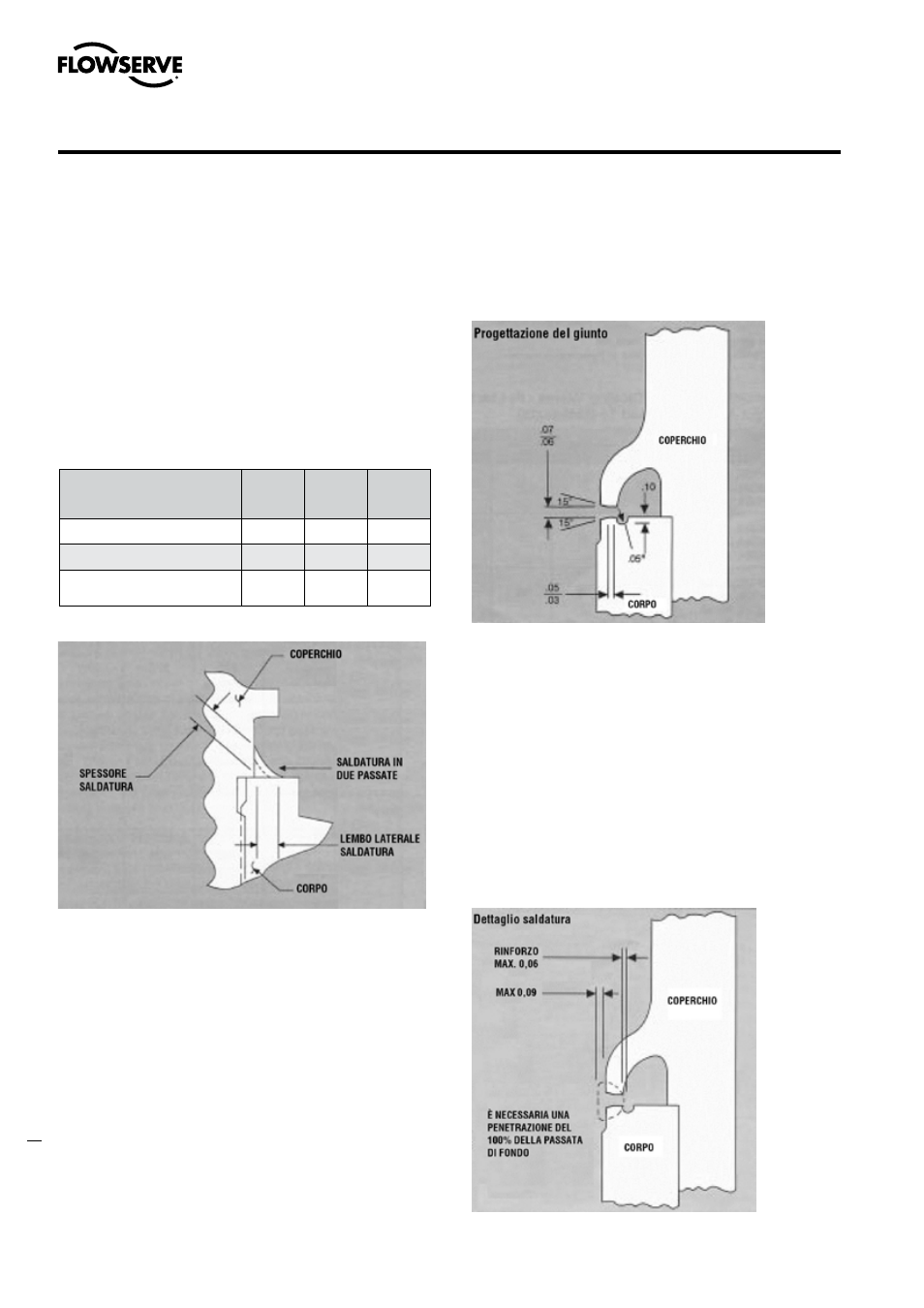
GIUNTO
La saldatura di sigillo delle valvole Univalve F316, F316L e F347
(acciaio inox) è realizzata mediante saldatura dell'estensione del
coperchio.
• Le valvole Univalve devono essere preparate in base allo
schema del giunto riportato di seguito.
RISALDATURA
• Per consentire la fuoriuscita dei gas di saldatura, non
portare la valvola in posizione completamente aperta o
completamente chiusa.
• Le superfici da saldare devono essere pulite e asciutte.
• Preriscaldare a 70 °F - 150 °F.
• La temperatura tra due passate non deve superare i 350 °F.
• Saldare le valvole Univalve F316 utilizzando bacchette nude
SFA 5.9 ER316L, le valvole Univalve F316L con bacchette
nude SFA 5.9 ER308L e le valvole Univalve F347 con
bacchette nude SFA 5.9 ER347.
• Depositare il metallo di saldatura in base alle dimensioni
mostrate nel disegno sottostante.
VALVOLE UNIVALVE F316 E F347