Commutazione numero di giri /velocità di taglio, Commutazione f/fz/fu/fmax – HEIDENHAIN iTNC 530 (340 49x-04) smarT.NC Pilot Manuale d'uso
Pagina 54
54
De
finizio
n
e delle
lavorazioni
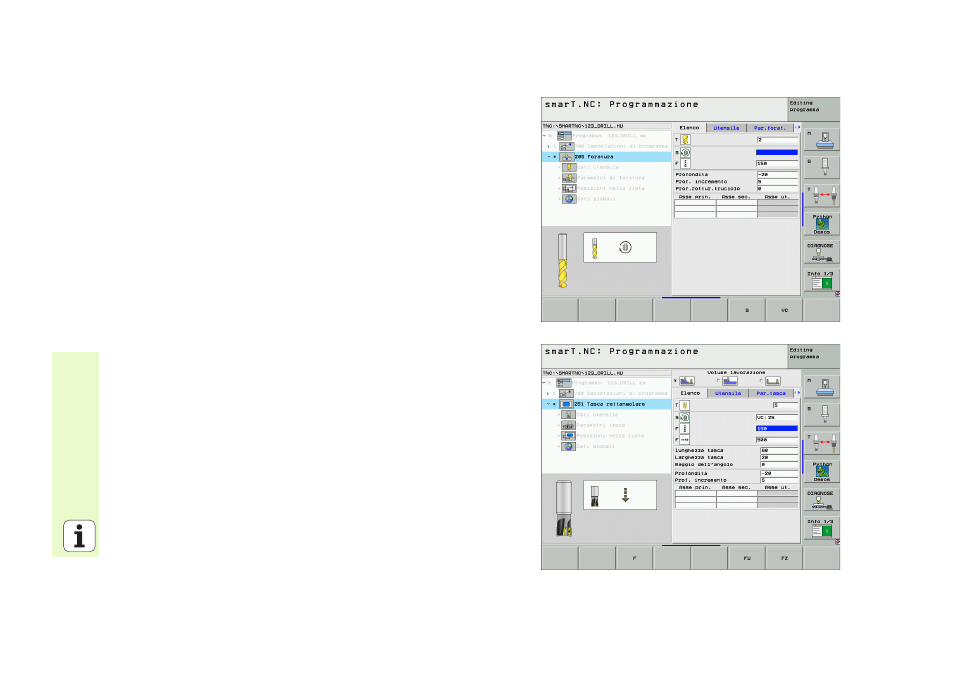
Commutazione numero di giri /velocità di taglio
Non appena diventa attivo un campo di inserimento per la definizione del
numero di giri del mandrino, si può selezionare se si desidera inserire il
numero di giri in giri/min o come velocità di taglio in m/min [oppure inch/
min].
Per inserire una velocità di taglio
Premere il softkey VC: Il TNC commuta il campo di inserimento
Per commutare l'inserimento da velocità di taglio a numero di giri
Premere il tasto NO ENT: Il TNC cancella l'inserimento della velocità di
taglio
Per inserire il numero di giri: Ritornare con il tasto freccia sul campo di
inserimento
Commutazione F/FZ/FU/FMAX
Non appena diventa attivo un campo di inserimento per la definizione
dell'avanzamento, si può selezionare se si desidera inserire
l'avanzamento in mm/min (F), in giri/min (FU) o in mm/dente (FZ). Le
alternative di avanzamento ammesse dipendono dalla rispettiva
lavorazione. Per alcuni campi di inserimento è anche possibile inserire
FMAX (rapido).
Per inserire un'alternativa di avanzamento
Premere il softkey F, FZ, FU o FMAX