Pag. 112 – HEIDENHAIN iTNC 530 (340 49x-04) smarT.NC Pilot Manuale d'uso
Pagina 112
112
De
finizio
n
e delle
lavorazioni
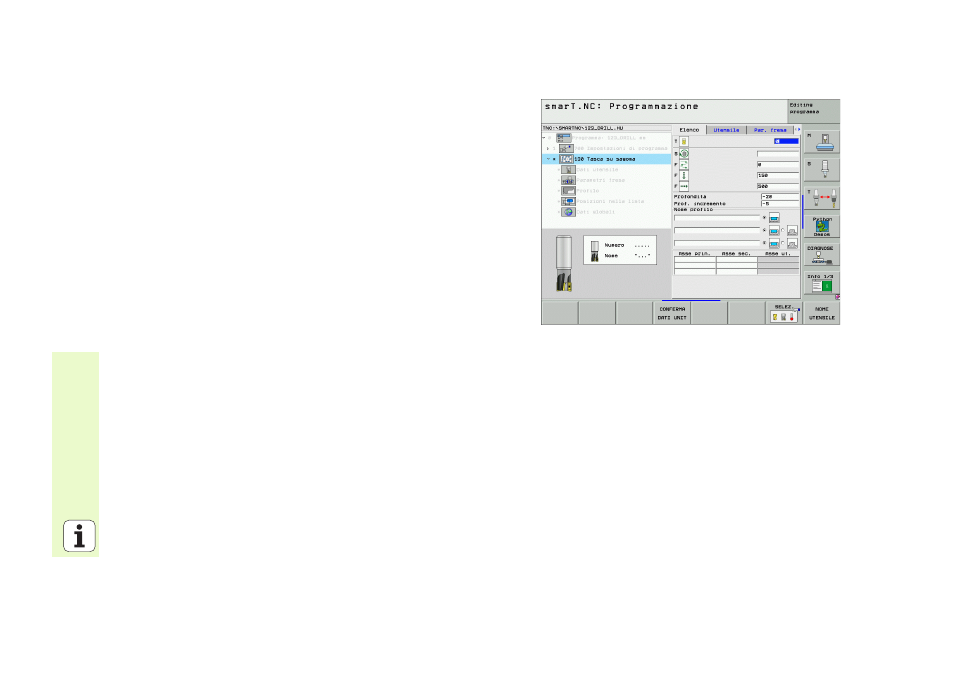
Unit 130 Profilo tasca su sagoma di punti (funzione FCL 3)
Con questa UNIT si possono ordinare e svuotare su una sagoma di punti
qualsiasi tasche di forma qualsiasi, che possono anche contenere isole.
Se necessario, nel modulo di dettaglio Profilo si può assegnare a
ciascun segmento di profilo una profondità separata (funzione FCL 2). In
questo caso, si deve sempre cominciare con la tasca più profonda.
Parametri nel modulo Panoramica:
T
: numero oppure nome utensile (commutabile tramite softkey)
S
: Numero di giri del mandrino [giri/min] o velocità di taglio [m/min]
F
: Avanzamento in pendolamento [mm/min], FU [mm/giro] o FZ [mm/
dente]. Inserire 0 se la penetrazione deve avvenire verticalmente
F
: Avanzamento in accostamento in profondità [mm/min], FU [mm/giro]
o FZ [mm/dente]
F
: Avanzamento in fresatura [mm/min], FU [mm/giro] o FZ [mm/dente]
Profondità
: Profondità di fresatura
Profondità di accostamento
: quota dei singoli accostamenti
dell'utensile
Sovrametallo laterale
: sovrametallo per finitura laterale
Sovrametallo profondità
: sovrametallo per finitura profondità
Nome profilo
: lista dei segmenti di profilo (file dati .HC) che devono
essere combinati. Se è disponibile l'opzione converter DXF, con questa
si può generare un profilo partendo direttamente dal modulo