Pag. 100 – HEIDENHAIN iTNC 530 (340 49x-04) smarT.NC Pilot Manuale d'uso
Pagina 100
100
De
finizio
n
e delle
lavorazioni
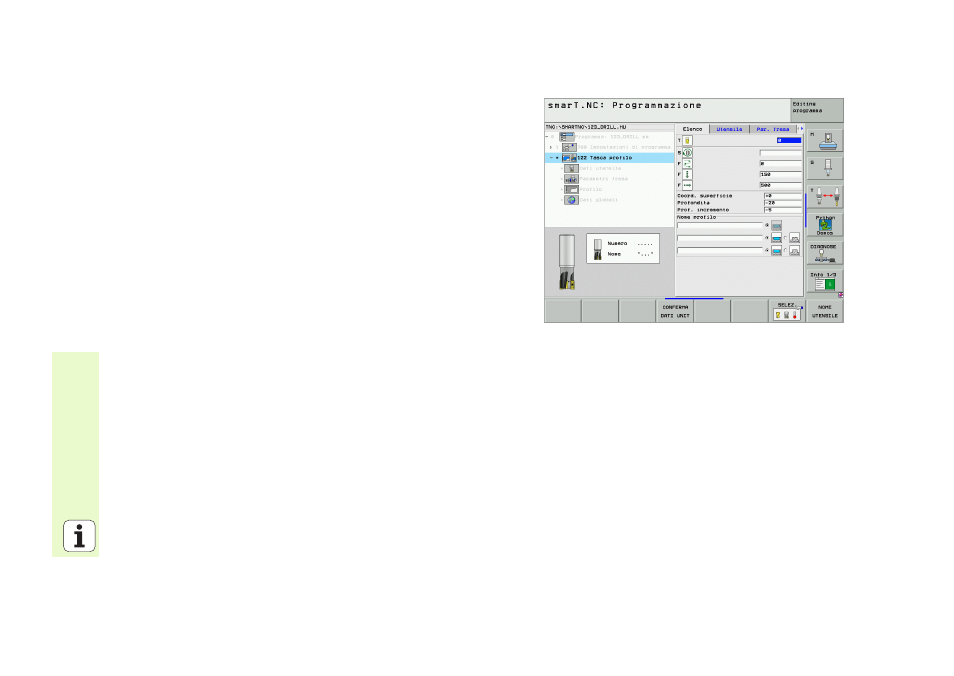
Unit 122 Profilo tasca
Con il profilo tasca si possono svuotare tasche di forma qualsiasi, che
possono anche contenere isole.
Se necessario, nel modulo di dettaglio Profilo si può assegnare a
ciascun segmento di profilo una profondità separata (funzione FCL 2). In
questo caso, si deve sempre cominciare con la tasca più profonda.
Parametri nel modulo Panoramica:
T
: Numero oppure nome utensile (commutabile tramite softkey)
S
: Numero di giri del mandrino [giri/min] o velocità di taglio [m/min]
F
: Avanzamento in pendolamento [mm/min], FU [mm/giro] o FZ [mm/
dente]. Inserire 0 se la penetrazione deve avvenire verticalmente
F
: Avanzamento in accostamento in profondità [mm/min], FU [mm/giro]
o FZ [mm/dente]
F
: Avanzamento in fresatura [mm/min], FU [mm/giro] o FZ [mm/dente]
Coordinata superficie
: Coordinata della superficie del pezzo a cui si
riferiscono le profondità indicate
Profondità
: Profondità di fresatura
Profondità di accostamento
: quota dei singoli accostamenti
dell'utensile
Sovrametallo laterale
: sovrametallo per finitura laterale
Sovrametallo profondità
: sovrametallo per finitura profondità
Nome profilo
: lista dei segmenti di profilo (file dati .HC) che devono
essere combinati. Se è disponibile l'opzione converter DXF, con questa
si può generare un profilo partendo direttamente dal modulo