HEIDENHAIN iTNC 530 (340 49x-04) smarT.NC Pilot Manuale d'uso
Pagina 199
199
Test grafico ed e
s
ecuzio
ne del
programma UNIT
Rientro nel programma ad un numero di blocco qualsiasi (lettura
blocchi, funzione FCL 2)
Con la funzione lettura blocchi è possibile eseguire un programma di
lavorazione a partire da un numero di riga liberamente selezionabile. La
lavorazione del pezzo fino a questo numero di riga viene calcolata
matematicamente e rappresentata graficamente dal TNC (selezionare la
ripartizione dello schermo PROGRAMMA + GRAFICA).
Se il punto di rientro si trova su un passo di lavorazione in cui sono state
definite più posizioni di lavorazione, si può selezionare il punto di rientro
desiderato inserendo un indice punti. L'indice punti corrisponde alla
posizione del punto nel modulo di inserimento.
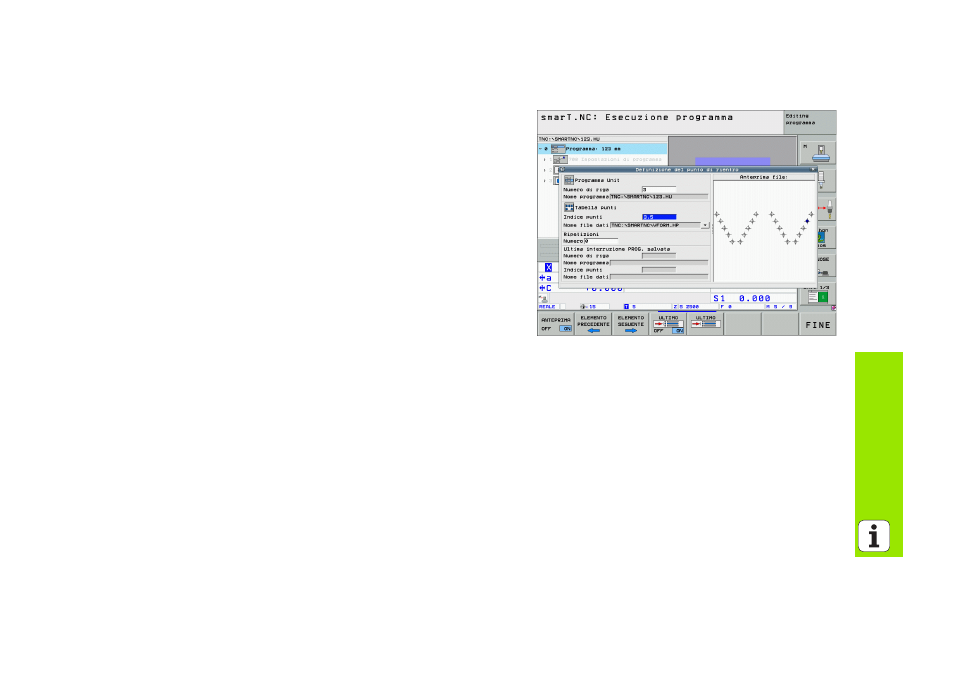
L'indice punti può essere selezionato in modo particolarmente comodo
se le posizioni di lavorazione sono state definite in una tabella punti. In
tale caso smarT.NC visualizza automaticamente in una finestra di
anteprima grafica la sagoma di lavorazione definita e tramite softkey si
può scegliere il punto di rientro con il supporto della grafica.