Hypertherm HPR130XD Manual Gas Rev.2 Manuale d'uso
Pagina 146
Manutenzione
5-16
HPR130XD Manual Gas
– 806324 Revisione 2
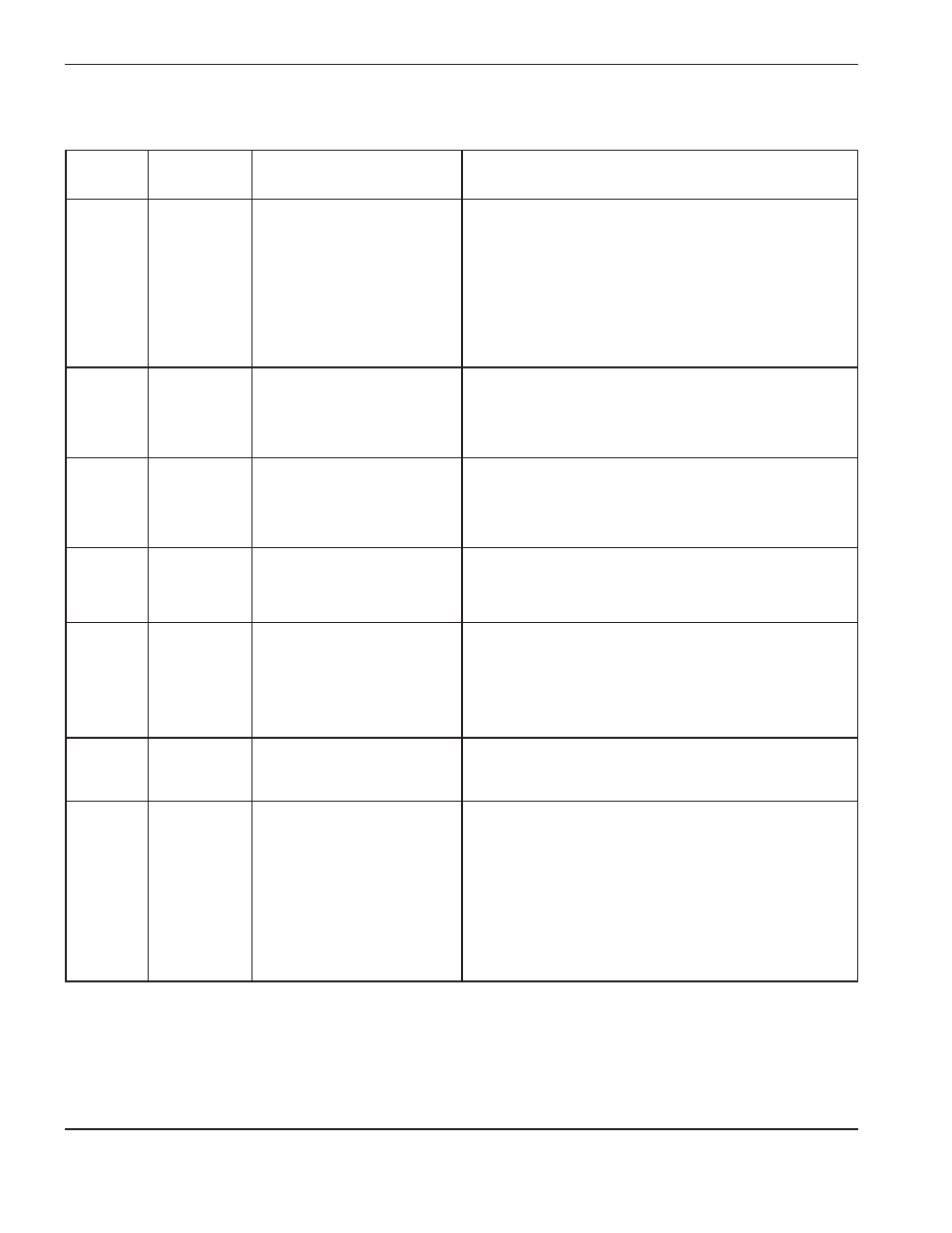
Ricerca guasti con codici di errore – codici di errore compresi tra 054 e 061
Numero
codice
di errore
Nome
Descrizione
Azione correttiva
054
Pressione del
gas di protezione
elevata
Pressione del gas di protezione al di
sopra del limite massimo di:
7,58 bar – manuale
9,65 bar – automatica
1. Verificare le impostazioni del regolatore di pressione di alimentazione
del gas. Vedere il paragrafo Impostazione dei regolatori della
pressione di alimentazione (sezione Installazione).
2. Verificare che le impostazioni del regolatore di pressione sulla consolle
del gas siano coerenti con i valori indicati nelle tabelle di taglio.
3. Il solenoide della valvola di intercettazione non si apre. Verificare
che tutte le valvole siano alimentate. Scollegare i tubi flessibili del
gas plasma e del gas di protezione in uscita da ciascuna valvola
di intercettazione. Se la pressione diminuisce, la corrispondente
valvola non funziona o non è alimentata.
055
Pressione
di alimentazione
MV1
Solo gas
automatico
La pressione di alimentazione della
valvola motorizzata 1 è minore di
3,45 bar o maggiore di 9,65 bar.
1. Verificare che la pressione del gas rilevata dal trasduttore P1 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
056
Pressione
di alimenta-zione
MV2
Solo gas
automatico
La pressione di ingresso della valvola
MV2 è minore di 3,45 bar o maggiore
di 9,65 bar.
1. Verificare che la pressione del gas rilevata dal trasduttore P2 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
057
Pressione gas
di taglio 1
Solo gas
automatico
La pressione di mandata del gas
di taglio 1 è minore di 3,45 bar
o maggiore di 9,65 bar nella consolle
di selezione.
1. Verificare che la pressione del gas rilevata dal trasduttore P3 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
058
Pressione gas
di taglio 2
Solo gas
automatico
La pressione di mandata del gas
di taglio 2 è minore di 3,45 bar per
gas non miscelato, oppure minore
di 1,38 bar per gas miscelato,
o maggiore di 9,65 bar per gas non
miscelato o miscelato.
1. Verificare che la pressione del gas rilevata dal trasduttore P4 sia
compresa tra 3,45 bar e 9,65 bar. Aumentare o ridurre la pressione
di alimentazione del gas per correggere il problema.
060
Bassa portata del
refrigerante
La portata di refrigerante è minore
di quella richiesta, pari a 2,3 l/min.
1. Verificare che il tipo e l’installazione dei consumabili siano corretti.
2. Eseguire la procedura di test della portata di refrigerante descritta
nella sezione Manutenzione del manuale.
061
Nessun tipo
di gas plasma
Consolle del gas manuale –
La scheda di controllo della consolle
del gas non rileva il valore impostato
sul selettore del gas.
Consolle del gas automatica –
La consolle di selezione non rileva
il segnale del tipo di gas plasma.
1. Consolle del gas automatica – I parametri del processo
potrebbero non essere stati scaricati. Verificare che sia possibile
visualizzare le informazioni sul processo sullo schermo del CNC.
2. Consolle del gas manuale – Il selettore (2) potrebbe trovarsi tra
due posizioni. Ripristinare il selettore.
3. Verificare che la consolle sia alimentata: il LED sulla scheda della
consolle di selezione (automatica) o sulla consolle del gas (manuale)
deve essere acceso. Se nessun LED è acceso, verificare che il fusibile
sulla scheda PCB di distribuzione di potenza sia in buone
condizioni operative.
4. Se il problema persiste, sostituire la scheda di controllo.