Acciaio inox, Plasma a n, Protezione a n – Hypertherm HPR130XD Manual Gas Rev.2 Manuale d'uso
Pagina 121: 45 a, Metrico imperiale, Marcatura
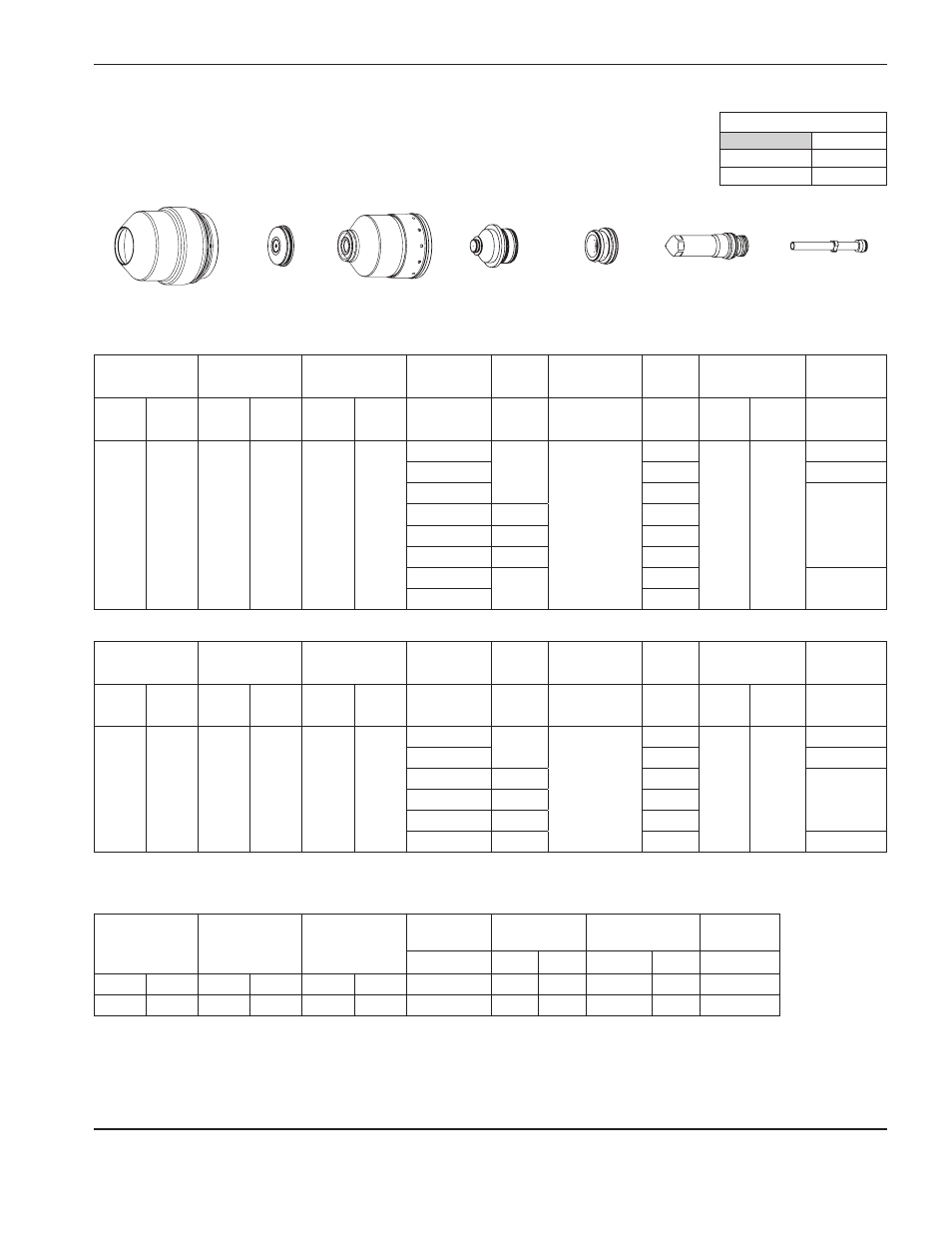
Funzionamento
HPR130XD Manual Gas –
806324 Revisione 2
4-29
Acciaio inox
Plasma a N
2
/ protezione a N
2
45 A
Portata – l/min / scfh
N
2
Pre-flusso
24 / 51
Flusso di taglio
75 / 159
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas
di prote-
zione
Gas
plasma
Gas
di prote-
zione
Gas
plasma
Gas
di prote-
zione
mm
V
mm
mm/m
mm
% fattore
secondi
N
2
N
2
35
5
55
60
0,8
94
2,5
6380
3,8
150
0,0
1
5880
0,1
1,2
5380
0,2
1,5
95
4630
2
97
3935
2,5
101
3270
3
103
2550
0,3
4
1580
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas
di prote-
zione
Gas
plasma
Gas
di prote-
zione
Gas
plasma
Gas
di prote-
zione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
N
2
N
2
35
5
55
60
0.036
94
0.10
240
0.150
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3
220202
220747
220308
220755
220180
220201
220340
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
85
Ar
Aria
90
10
90
10
12
2,5
0.10
2540
100
65
Nota: questo processo produce un bordo di taglio più scuro rispetto al processo per l’acciaio
inox a 45 A che utilizza F5/N
2
.