Hypertherm THC X-Y Table Torch Height Control Manuale d'uso
Pagina 119
USO
11/19/98
4-12
Command THC (X-Y)
Manuale di istruzioni
Fattore altezza di sfondamento per materiali più spessi
Generalità:
Quando si tagliano materiali con spessori di 19 cm o più, può accadere che la torcia entri
in contatto con il metallo fuso accumulato sulla superficie della piastra durante lo
sfondamento. Vedere la figura 4-5. Per evitare questo inconveniente, è possibile
impostare l’altezza di taglio e il fattore altezza di sfondamento in modo che la torcia salti
oltre il metallo fuso dopo avere completato lo sfondamento.
Quando si applica: quando la torcia scende rapidamente verso il metallo fuso accumulato sulla superficie
della piastra durante lo sfondamento. Se l’inconveniente non si presenta il problema non
si pone.
Applicazione:
impostare l’altezza di taglio ad un valore pari al doppio dell’altezza di sfondamento
desiderata ed immettere un fattore altezza di sfondamento del 50% (queste sono le
impostazioni iniziali, che potranno venire regolate in seguito per migliorare la qualità del
taglio). Trascorso il ritardo di sfondamento, la torcia si ritrarrà e raggiungerà l’altezza di
taglio per il ritardo di accelerazione della macchina (passando oltre il metallo fuso) e il
controllo automatico della tensione (AVC) prenderà il controllo. Per la sequenza degli
eventi, vedere la figura 4-6.
ESEMPIO:
Altezza di sfondamento desiderata = 0,25 poll.
Altezza di taglio
= 0,500 poll.
Fattore altezza di sfondamento
= 50%
0,500 poll. x 50%= 0,250 poll.*
Altezza di sfondamento
= 0,250 poll.
*Il sistema THC esegue questo calcolo.
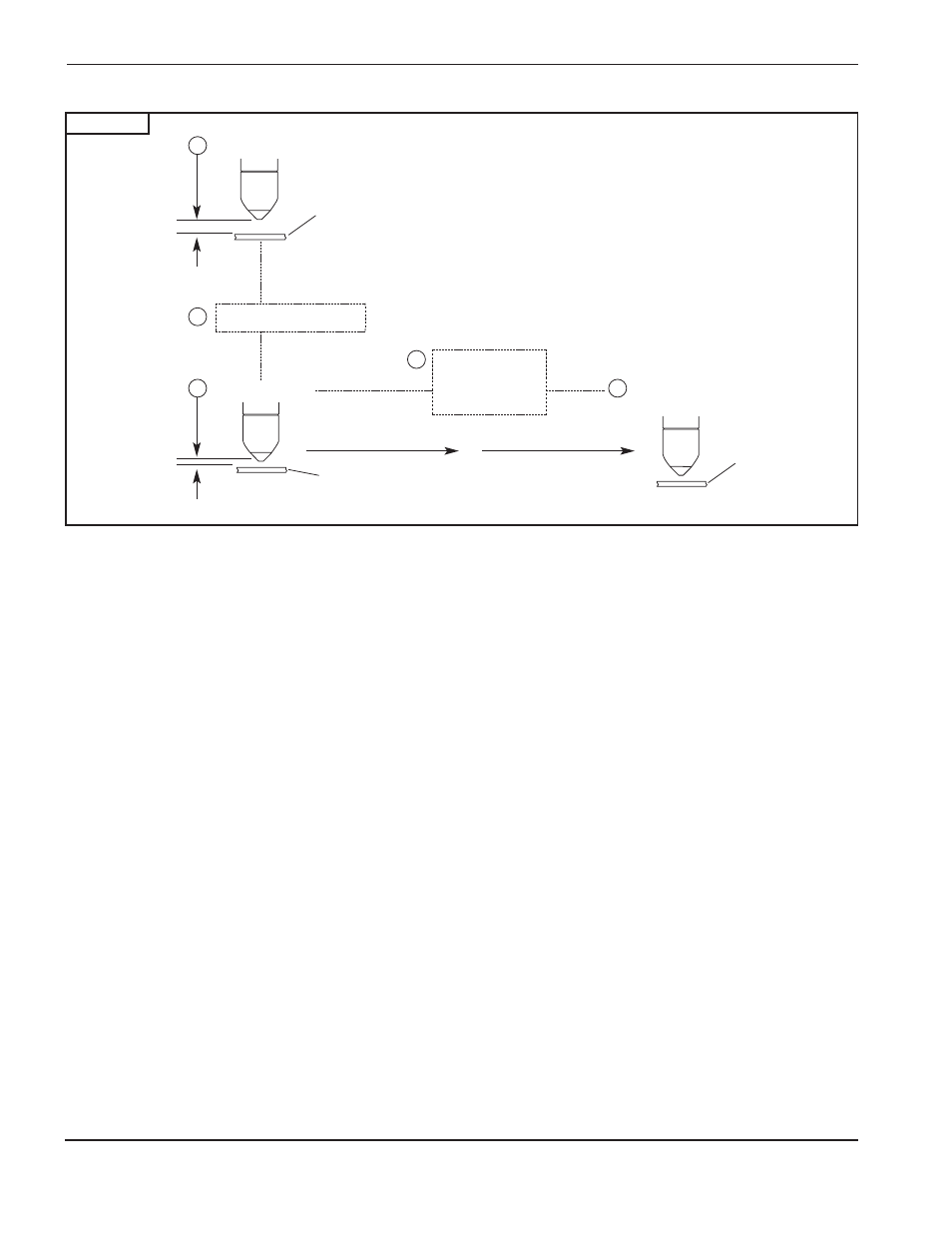
Figura 4-4
Fattore altezza di sfondamento tipico – sequenza degli eventi
EVENTO
1
2
Altezza di sfondamento
Ritardo di sfondamento
3
Altezza di taglio
Piastra
Piastra
5
Controllo automatico
della tensione
Piastra
4
Ritardo
accelerazione
macchina