Pag. 82, 2 impostazione aut o matica delle or igini – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuale d'uso
Pagina 82
82
3 Cicli di tastatura per il controllo automatico dei pezzi
3.2 Impostazione aut
o
matica delle or
igini
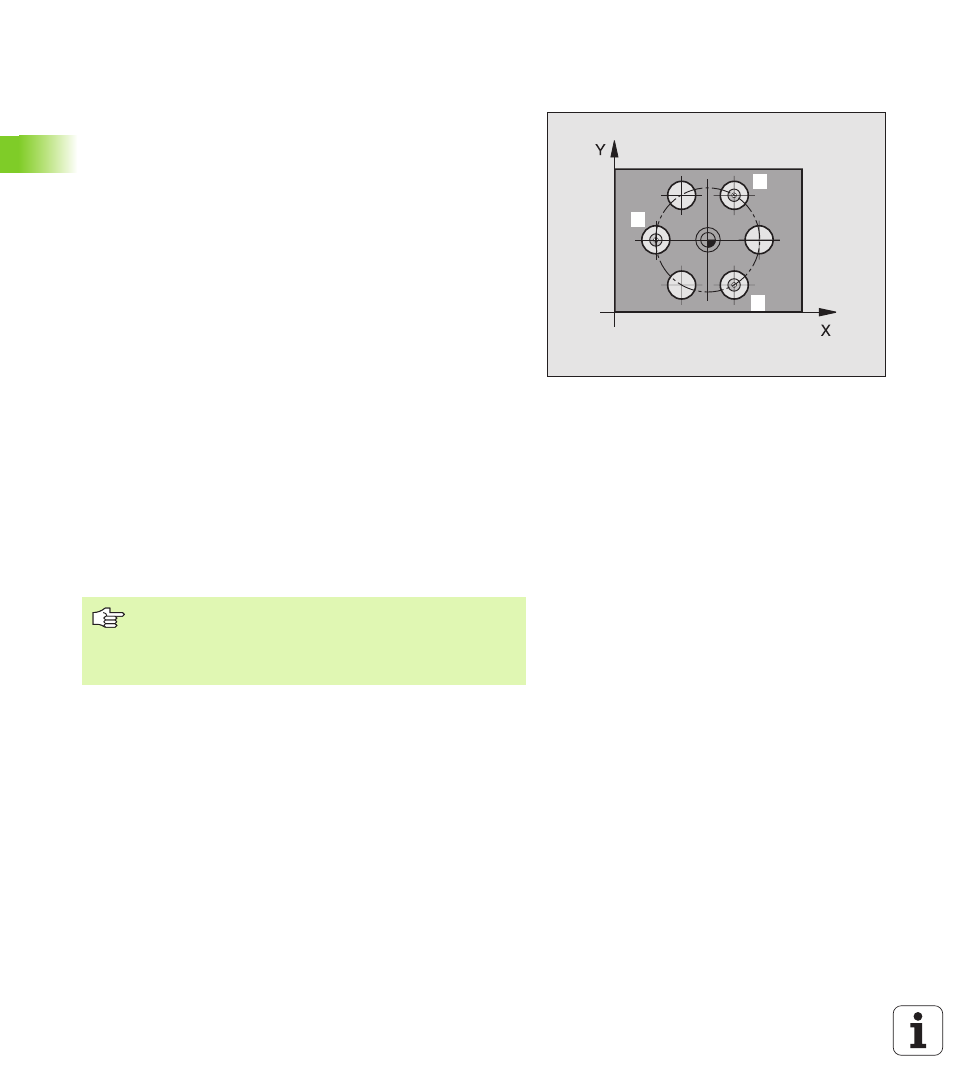
ORIGINE SU CENTRO DI CERCHIO DI FORI
(Ciclo di tastatura 416, DIN/ISO: G416)
Il Ciclo di tastatura 416 rileva il centro di un cerchio di fori mediante
tastatura di tre fori e imposta questo centro quale origine. In alternativa
il TNC può registrare questo centro in una tabella origini o in una tabella
Preset.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o da
MP6361) e con la logica di posizionamento (vedere "Esecuzione dei
Cicli di Tastatura", pag. 22) sul centro programmato del primo
foro
1
2
Successivamente il tastatore si porta all'altezza di misura
programmata e rileva mediante quattro tastature il centro del primo
foro
3
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona sul centro programmato del secondo foro
2
4
Successivamente il TNC porta il tastatore all'altezza di misura
programmata e rileva mediante quattro tastature il centro del
secondo foro
5
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona sul centro programmato del terzo foro
3
6
Successivamente il TNC porta il tastatore all'altezza di misura
programmata e rileva mediante quattro tastature il centro del terzo
foro
7
Alla fine il TNC riposiziona il tastatore all'altezza di sicurezza ed
elabora l'origine determinata in funzione dei parametri di ciclo
Q303 e Q305 (vedere "Memorizzazione dell'origine calcolata", pag.
63)
8
Se si desidera, il TNC rileva in una tastatura separata anche
l’origine nell’asse del tastatore
1
3
2
Da osservare prima della programmazione
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.