3 misur a zione aut o matica dei pezzi – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuale d'uso
Pagina 127
HEIDENHAIN iTNC 530
127
3.3 Misur
a
zione aut
o
matica dei pezzi
8
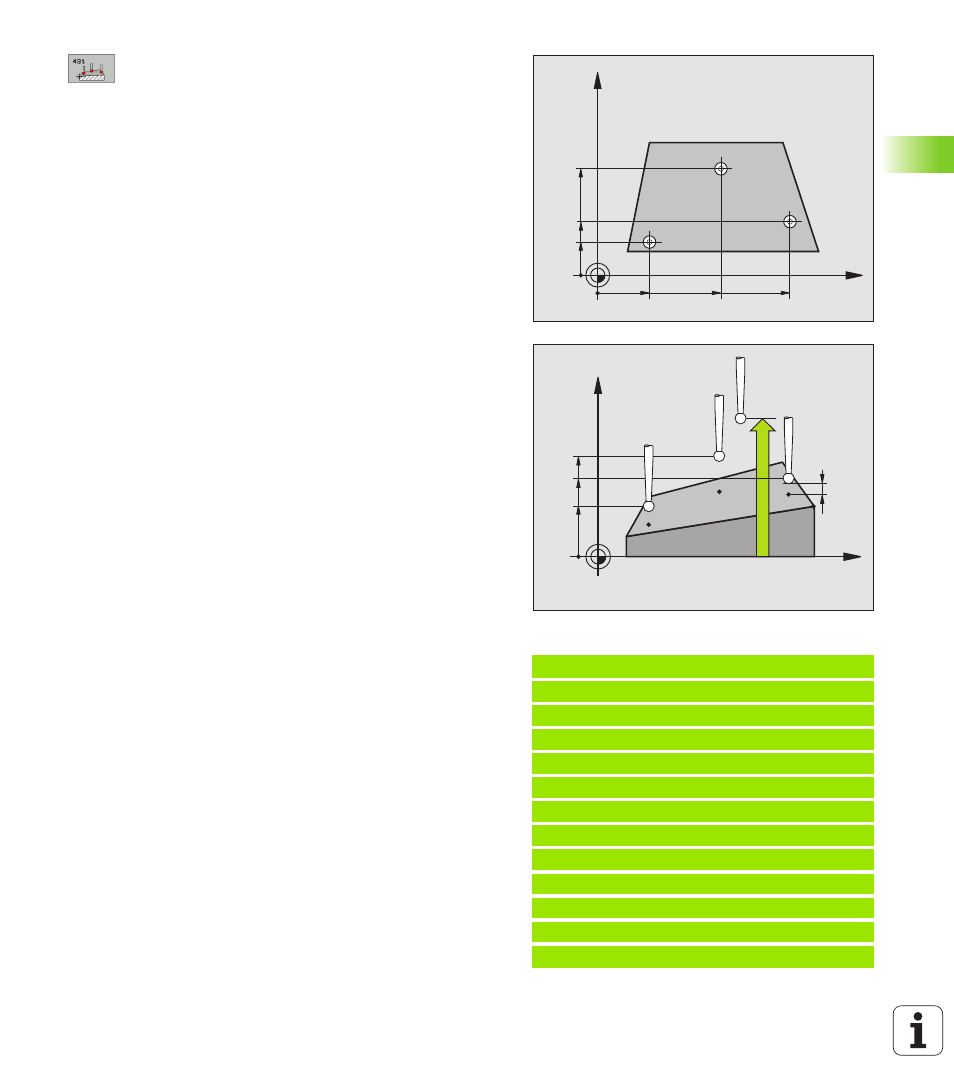
1º PUNTO MISURATO 1º ASSE
Q263 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
principale del piano di lavoro
8
1º PUNTO MISURATO 2º ASSE
Q264 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
secondario del piano di lavoro
8
1º PUNTO MISURATO 3º ASSE
Q294 (in valore assoluto):
coordinata del primo punto da tastare nell'asse del
tastatore
8
2º PUNTO MISURATO 1º ASSE
Q265 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
principale del piano di lavoro
8
2º PUNTO MISURATO 2º ASSE
Q266 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
secondario del piano di lavoro
8
2º PUNTO MISURATO 3º ASSE
Q295 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse del
tastatore
8
3º PUNTO MISURATO 1º ASSE
Q296 (in valore assoluto):
coordinata del terzo punto da tastare nell'asse
principale del piano di lavoro
8
3º PUNTO MISURATO 2º ASSE
Q297 (in valore assoluto):
coordinata del terzo punto da tastare nell'asse
secondario del piano di lavoro
8
3º PUNTO MISURATO 3º ASSE
Q298 (in valore assoluto):
coordinata del terzo punto da tastare nell'asse del
tastatore
8
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta a MP6140
8
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (il dispositivo di
serraggio)
8
PROTOCOLLO DI MISURA
Q281: definisce se il TNC deve
generare un protocollo di misura:
0: Non generare un protocollo di misura
1: Generare un protocollo di misura: il TNC memorizza
il file di protocollo TCHPR431.TXT di norma nella
directory nella quale si trova anche il programma di
misura
2: interruzione dell'esecuzione del programma e
visualizzazione del protocollo di misura sullo schermo
del TNC. Proseguire il programma con avvio NC
Esempio: Blocchi NC
5 TCH PROBE 431 MIS. PIANO
Q263=+20
;1° PUNTO 1° ASSE
Q264=+20
;1° PUNTO 2° ASSE
Q294=-10
;1° PUNTO 3° ASSE
Q265=+50
;2° PUNTO 1° ASSE
Q266=+80
;2° PUNTO 2° ASSE
Q295=+0
;2° PUNTO 3° ASSE
Q296=+90
;3° PUNTO 1° ASSE
Q297=+35
;3° PUNTO 2° ASSE
Q298=+12
;3° PUNTO 3° ASSE
Q320=0
;DIST. DI SICUREZZA
Q260=+5
;ALTEZZA DI SICUREZZA
Q281=1
;PROTOCOLLO DI MISURA
X
Y
Q266
Q263
Q264
Q297
Q265
Q296
X
Z
Q298
Q295
Q294
Q260
MP6140
+
Q320