3 misur a zione aut o matica dei pezzi – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuale d'uso
Pagina 124
124
3 Cicli di tastatura per il controllo automatico dei pezzi
3.3 Misur
a
zione aut
o
matica dei pezzi
8
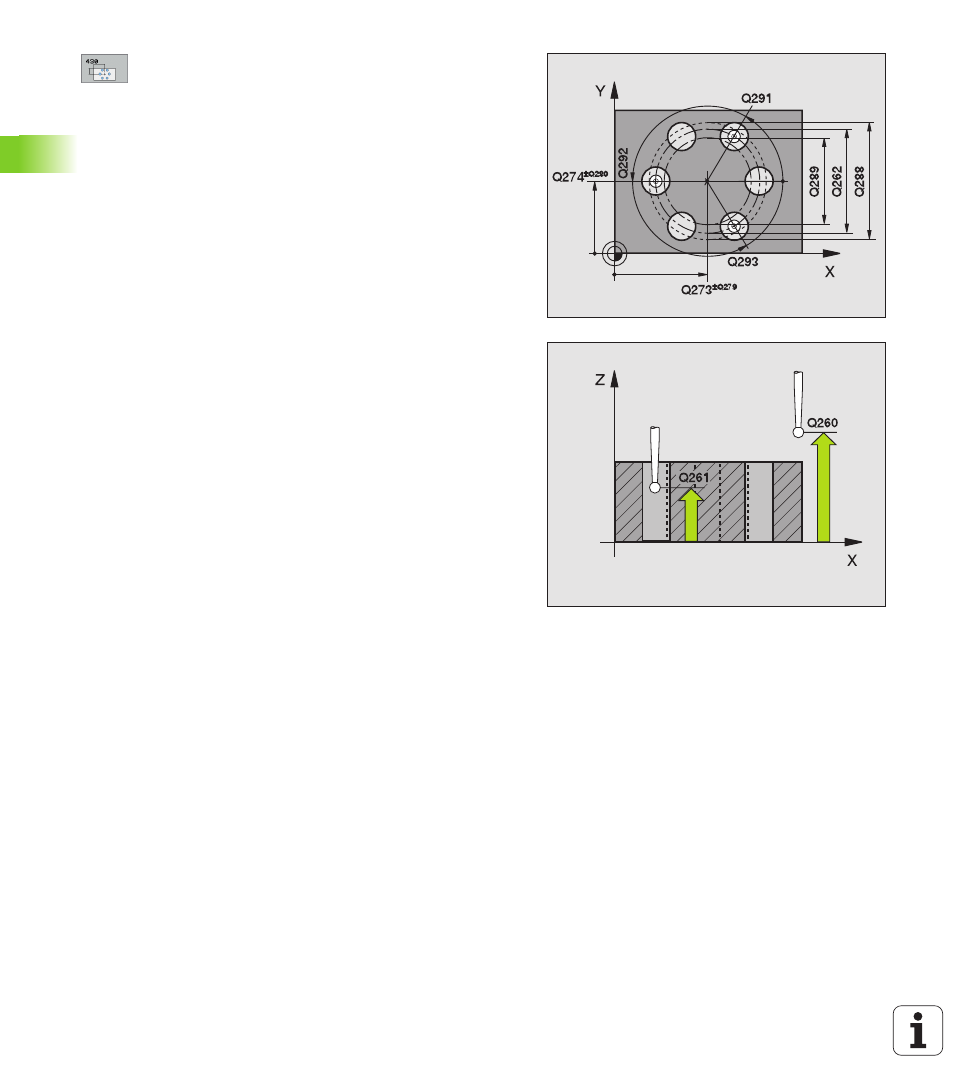
CENTRO 1º ASSE
Q273 (in valore assoluto): centro del
cerchio di fori (valore nominale) nell'asse principale
del piano di lavoro
8
CENTRO 2º ASSE
Q274 (in valore assoluto): centro del
cerchio di fori (valore nominale) nell'asse secondario
del piano di lavoro
8
DIAMETRO NOMINALE
Q262: inserire il diametro del
cerchio di fori
8
ANGOLO 1ª FORATURA
Q291 (in valore assoluto): angolo
in coordinate polari del centro del primo foro nel piano
di lavoro
8
ANGOLO 2ª FORATURA
Q292 (in valore assoluto): angolo
in coordinate polari del centro del secondo foro nel
piano di lavoro
8
ANGOLO 3ª FORATURA
Q293 (in valore assoluto): angolo
in coordinate polari del centro del terzo foro nel piano
di lavoro
8
ALTEZZA DI MISURA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore sul quale
si esegue la misurazione
8
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (il dispositivo di
serraggio)
8
LIMITE MASSIMO
Q288: massimo diametro cerchio di
fori ammesso
8
LIMITE MINIMO
Q289: minimo diametro cerchio di fori
ammesso
8
TOLLERANZA CENTRO 1º ASSE
Q279: scostamento di
posizione ammesso nell'asse principale del piano di
lavoro
8
TOLLERANZA CENTRO 2º ASSE
Q280: scostamento di
posizione ammesso nell'asse secondario del piano di
lavoro