Pag. 53 – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuale d'uso
Pagina 53
HEIDENHAIN iTNC 530
53
3.1 Rilev
a
ment
o aut
o
matico di
posizioni oblique del pezz
o
ROTAZIONE BASE: compensazione tramite
asse di rotazione (Ciclo di tastatura 403, DIN/
ISO: G403)
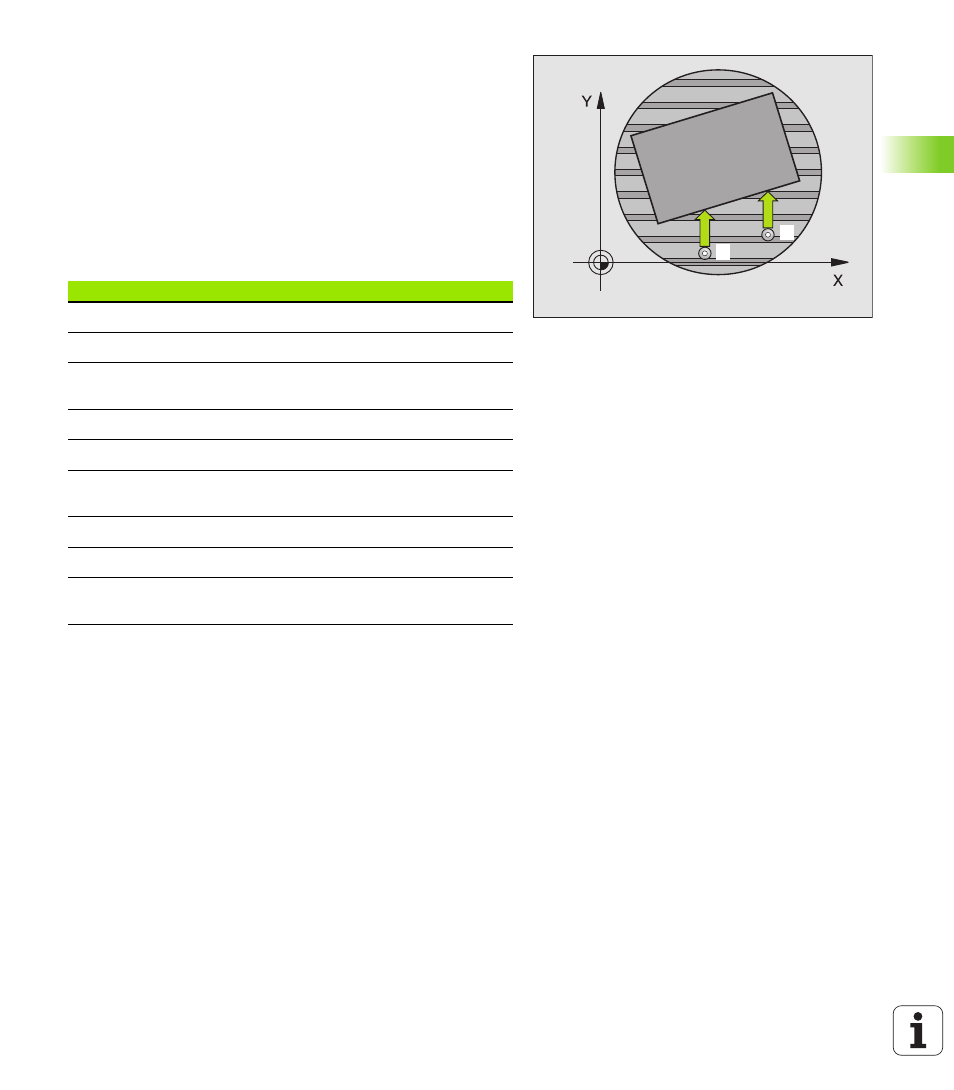
Il ciclo di tastatura 403 rileva una posizione obliqua del pezzo mediante
la misurazione di due punti che devono trovarsi su una retta. Il TNC
compensa, mediante rotazione dell'asse A, B o C, la rilevata posizione
obliqua del pezzo. Per questo il pezzo può essere serrato secondo le
esigenze sulla tavola circolare.
Le combinazioni di asse di misura (parametro di ciclo Q272) e asse di
compensazione (parametro di ciclo Q312) presentate nel seguito sono
ammesse. La funzione Rotazione del piano di lavoro:
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o MP6361)
e con la logica di posizionamento (vedere "Esecuzione dei Cicli di
Tastatura", pag. 22) sul punto da tastare programmato
1
.
Contemporaneamente, il TNC sposta il tastatore della distanza di
sicurezza in senso opposto alla direzione di spostamento definita
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120 o MP6360)
3
Quindi il tastatore si porta sul successivo punto da tastare
2
ed
esegue la seconda tastatura
Asse TS attivo
Asse di misura
Asse compensaz.
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) o A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) o A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) o C
(Q312=6)
11
2