3 misur a zione aut o matica dei pezzi – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuale d'uso
Pagina 128
128
3 Cicli di tastatura per il controllo automatico dei pezzi
3.3 Misur
a
zione aut
o
matica dei pezzi
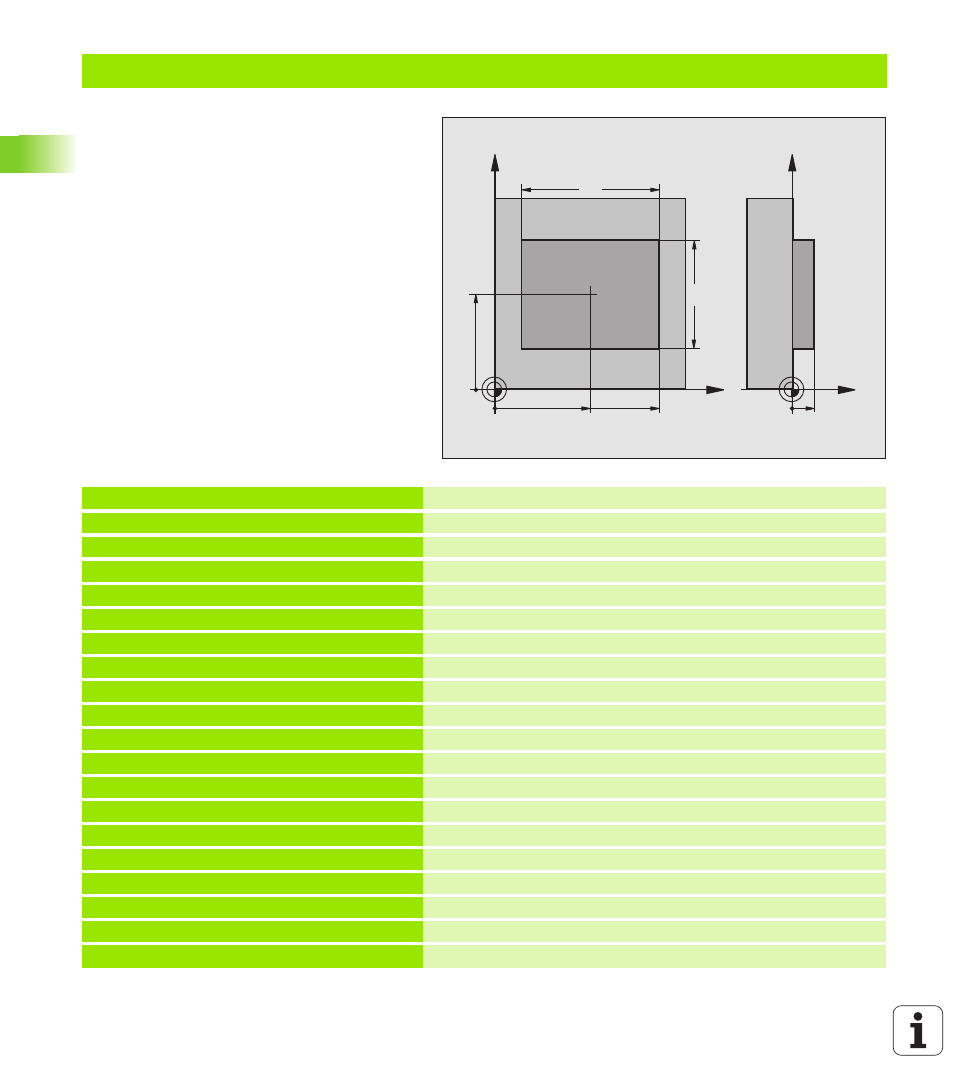
Esempio: Misurazione e finitura di isole rettangolari
Esecuzione del programma
- Sgrossatura di isole rettangolari con 0,5 di
sovrametallo
- Misurazione di isole rettangolari
- Finitura di isole rettangolari tenendo conto dei
valori misurati
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Chiamata utensile per lavorazione preliminare
2 L Z+100 R0 FMAX
Disimpegno utensile
3 FN 0: Q1 = +81
Lunghezza tasca in X (quota di sgrossatura)
4 FN 0: Q2 = +61
Lunghezza tasca in Y (quota di sgrossatura)
5 CALL LBL 1
Chiamata di sottoprogramma di lavorazione
6 L Z+100 R0 FMAX
Disimpegno dell'utensile, cambio dell'utensile
7 TOOL CALL 99 Z
Chiamata del tastatore
8 TCH PROBE 424 MISURA RETTANG. ESTERNO
Misurazione del rettangolo fresato
Q273=+50
;CENTRO 1° ASSE
Q274=+50
;CENTRO 2° ASSE
Q282=80
;LUNGHEZZA 1° LATO
Lunghezza nominale in X (quota definitiva)
Q283=60
;LUNGHEZZA 2° LATO
Lunghezza nominale in Y (quota definitiva)
Q261=-5
;ALTEZZA DI MISURA
Q320=0
;DIST. DI SICUREZZA
Q260=+30
;ALTEZZA DI SICUREZZA
Q301=0
;ANDARE AD ALT. SIC.
Q284=0
;LIMITE MASSIMO 1° LATO
Valore non necessario per il controllo della tolleranza
Q285=0
;LIMITE MINIMO 1° LATO
Q286=0
;LIMITE MASSIMO 2° LATO
X
Y
50
50
80
Z
Y
10
60