5 p a rametr i di la v o razione – HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 373
HEIDENHAIN CNC PILOT 4290
361
7.5 P
a
rametr
i di la
v
o
razione
4 – Sgrossatura
Sgrossatura – Standard utensile e di lavorazione
Gli utensili vengono selezionati in funzione del punto di lavorazione e
della direzione di lavorazione principale (HBR) in base all'angolo di
inclinazione e dell'inserto. Inoltre:
■
Si impiegano di preferenza utensili per sgrossare standard.
■
In alternativa si impiegano utensili che consentono una
lavorazione completa.
■
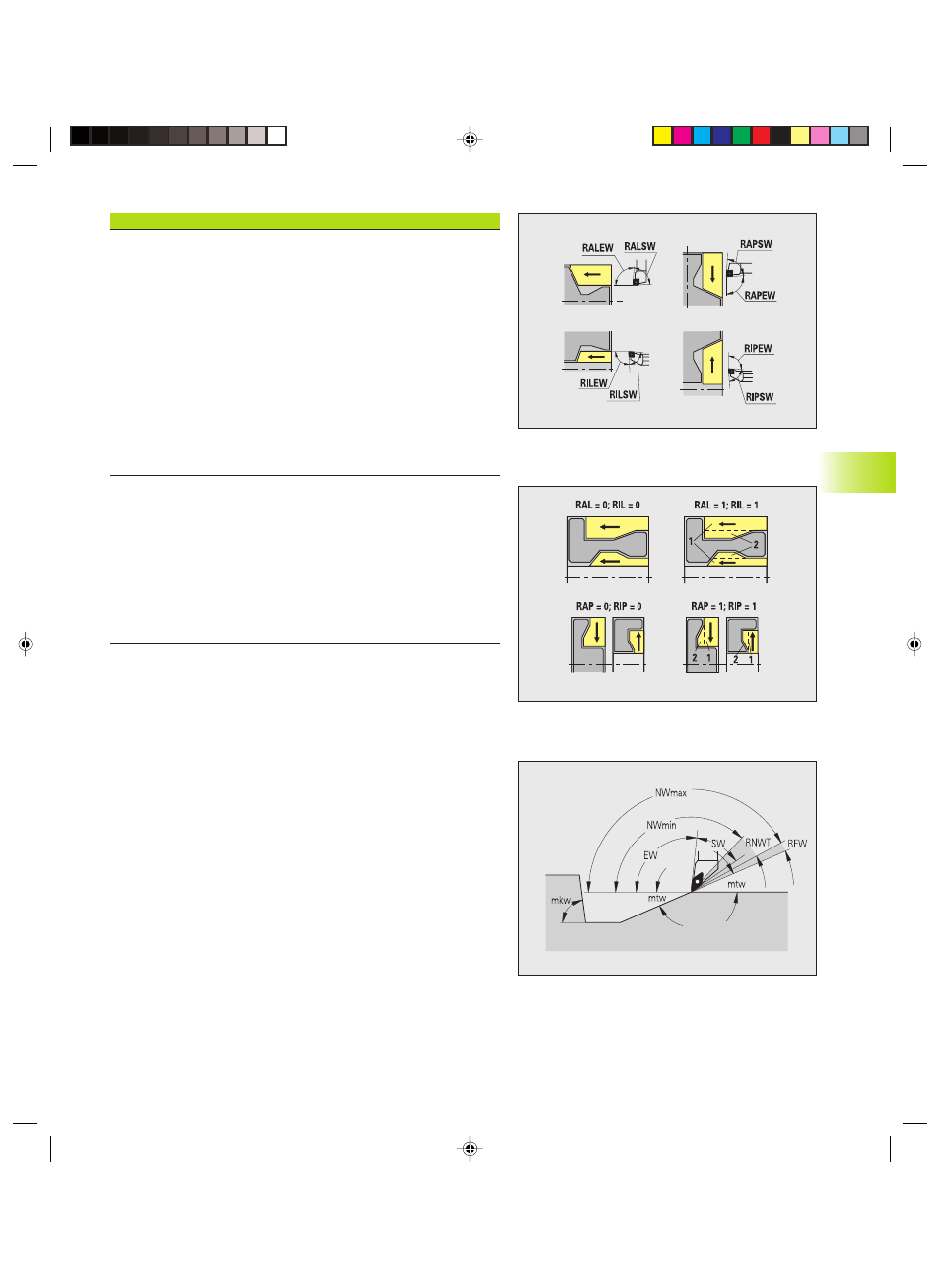
Angolo di inclinazione – Esterno/Assiale [RALEW]
■
Angolo dell'inserto – Esterno/Assiale [RALSW]
■
Angolo di inclinazione – Esterno/Radiale [RAPEW]
■
Angolo dell'inserto - Esterno/Radiale [RAPSW]
■
Angolo di inclinazione - Interno/Assiale [RILEW]
■
Angolo dell'inserto – Interno/Assiale [RILSW]
■
Angolo di inclinazione – Interno/Radiale [RIPEW]
■
Angolo dell'inserto - Interno/Radiale [RIPSW]
Parametri per la lavorazione di zone del profilo:
■
Standard/Completa – Esterna/Assiale [RAL]
■
Standard/Completa – Interna/Assiale [RIL]
■
Standard/Completa – Esterna/Radiale [RAP]
■
Standard/Complete – Interna/Radiale [RIP]
Immissione:
■
0: Lavorazione di sgrossatura completa con entrata. TURN PLUS
cerca un utensile per la lavorazione completa.
■
1: lavorazione di sgrossatura standard senza entrata
Sgrossatura - Tolleranze utensile e sovrametalli
Per la selezione utensile vale quanto segue:
■
Angolo di inclinazione (EW): EW >= mkw (mkw: angolo profilo
ascendente)
■
Angolo di inclinazione (EW) e dell'inserto (SW):
NWmin < (EW+SW) < NWmax
■
Angolo adiacente (RNWT): RNWT = NWmax – NWmin
■
Tolleranza angolo adiacente [RNWT] – Intervallo di tolleranza per
tagliente secondario
■
Angolo di scarico [RFW] – Differenza minima profilo – tagliente
secondario
9_4290BH7.pm6
21.02.2005, 08:04
361