HEIDENHAIN CNC Pilot 4290 Manuale d'uso
Pagina 316
6 TURN PLUS
304
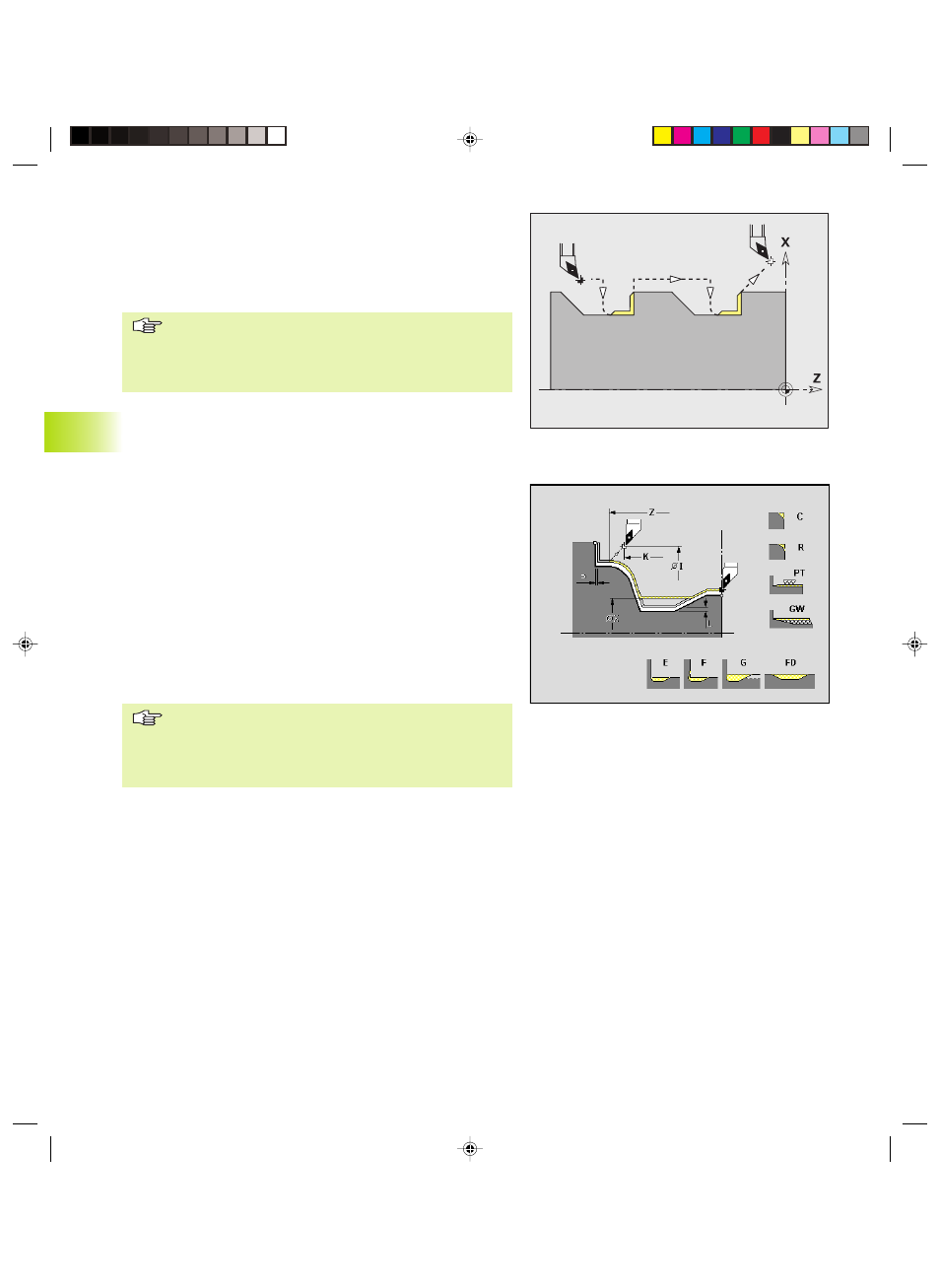
Finitura – Lavorazione profilo residuo (G890 – Q=4)
Se per profili inclinati rimane materiale residuo, lo si lavora con
”Finitura - Lavorazione profilo residuo”.
Limitazione di taglio: la lavorazione di finitura inizia con il ”Materiale
residuo”. Di norma non è necessaria alcuna limitazione di taglio.
Finitura residua (G890 – Q4) verifica se l'utensile può
penetrare nel fondo del profilo senza pericolo di collisioni.
Determinante per questo controllo di collisione è il
parametro utensile ”Larghezza dn” (vedi ”
8.1.2
Note sui
dati utensile”).
Parametri
X, Z:
Limitazione di taglio
Impostare il tipo di sovrametallo: tramite softkey
L, P:
Sovrametallo assiale/radiale diverso: genera ”Sovrametallo
G57” prima del ciclo
L:
Sovrametallo costante: genera ”Sovrametallo G58” prima del
ciclo
Entrata: lavorazione profili inclinati?
■
Sì
■
No
E:
Avanzamento di entrata ridotto per profili inclinati
Allontanamento:
■
Sì: impostare ”Tipo di allontanamento H” tramite softkey
■
No (H=4): l'utensile è fermo sulle coordinate finali
H:
Tipo di allontanamento – impostare tramite softkey
I, K:
Posizione di allontanamento con H=0, 1 o 2
Lavorazione elemento sagomato con ...: impostare gli elementi
sagomati, smussi ecc. da lavorare tramite softkey
Il CNC PILOT determina il valore proposto della ”Posizione
di allontanamento I,K” a seconda che sia stato
programmato ”Ciclo - Avvicinamento”:
■
programmato: posizione da ”Ciclo - Avvicinamento”
■
non programmato: posizione del punto cambio utensile
6.12 Gener
azione int
er
at
tiv
a del piano di la
v
o
ro
(IA
G)
8_4290BH6.pm6
21.02.2005, 08:03
304