Impiego di introduzione manuale dati – HEIDENHAIN iTNC 530 (340 49x-05) Manuale d'uso
Pagina 552
552
Posizionamento con immissione manuale
15.1 Pr
ogr
a
mmazione ed esecuz
ione di la
v
o
ra
zioni semplici
15.1 Programmazione ed
esecuzione di lavorazioni
semplici
Per le lavorazioni semplici o il preposizionamento dell'utensile è adatto
il modo operativo Introduzione manuale dati, in cui si può inserire nel
formato HEIDENHAIN testo in chiaro o secondo DIN/ISO un breve
programma ed eseguirlo direttamente. Possono essere chiamati
anche i cicli del TNC. Il programma viene memorizzato nel file $MDI.
La modalità Introduzione manuale dati consente anche l'attivazione
della visualizzazione di stato supplementare.
Impiego di Introduzione manuale dati
Selezionare la modalità Introduzione manuale dati.
Programmare il file $MDI secondo necessità
Avviare l'esecuzione del programma: tasto esterno di
START
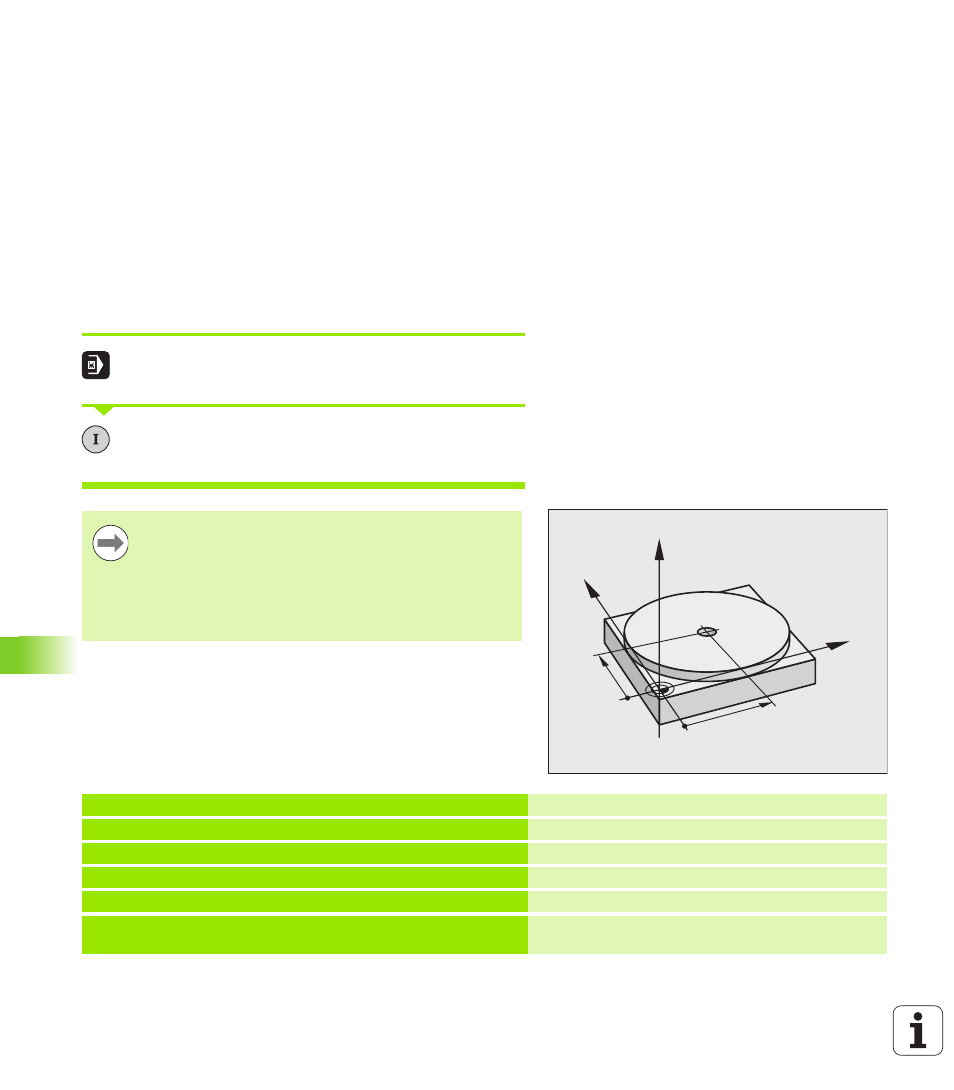
Esempio 1
In un singolo pezzo deve essere praticato un foro di 20 mm. Dopo il
serraggio del pezzo, l'allineamento e l'impostazione dell'origine il foro
può essere programmato ed eseguito con poche righe di programma.
Per prima cosa l'utensile viene preposizionato con blocchi di rette
sopra il pezzo, ad una distanza di sicurezza di 5 mm sopra il foro. In
seguito viene eseguito il foro con il ciclo 200 FORATURA.
Limitazione
La programmazione libera dei profili FK, la grafica di
programmazione e la grafica di esecuzione programmi
non sono disponibili.
Il file $MDI non deve contenere alcuna chiamata di
programma (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
Definizione utensile: utensile zero, raggio 5
2 TOOL CALL 1 Z S2000
Chiamata utensile: asse utensile Z,
numero giri mandrino 2000 giri/min
3 L Z+200 R0 FMAX
Disimpegno utensile (F MAX = rapido)
4 L X+50 Y+50 R0 FMAX M3
Posizionam. UT con F MAX sopra il foro, mandrino
ON