Determinazione della correzione utensile, 4 f unzioni di pr epar azione – HEIDENHAIN CNC Pilot 4290 V7.1 Manuale d'uso
Pagina 80
Advertising
80
3.4 F
unzioni di pr
epar
azione
Misurazione utensile con sistema ottico di misura
Selezionare il campo di immissione "X/Z".
Collimare con il reticolo la punta dell'utensile in direzione X/Z.
Confermare il valore (o la posizione Z)
Immettere le quote utensile
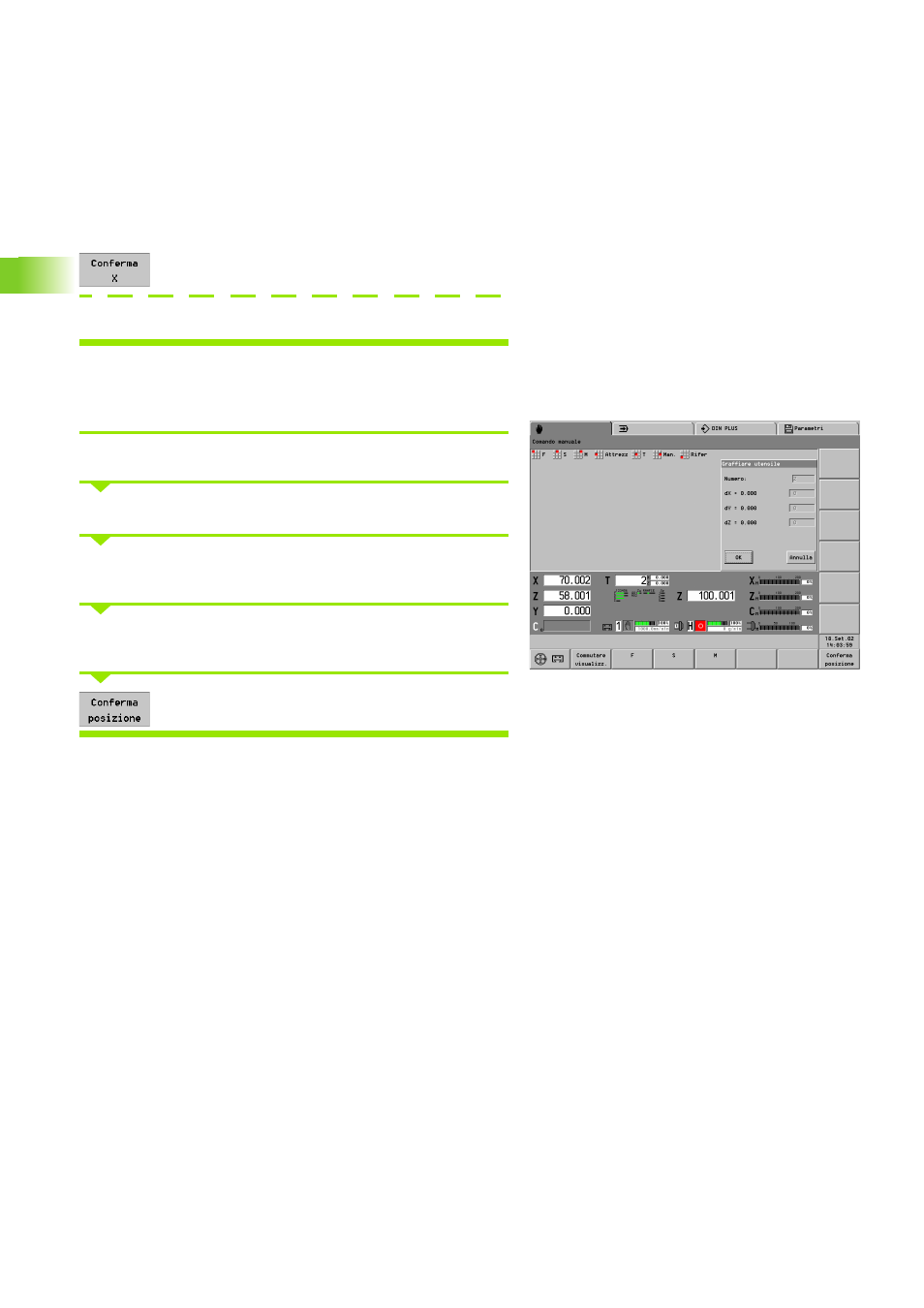
Determinazione della correzione utensile
Orientare l'utensile
Selezionare "Preparazione > Preparazione utens. > Correzioni utens."
Assegnare il volantino all'asse X e spostare l'utensile per il valore di
correzione
Assegnare il volantino all'asse Z e spostare l'utensile per il valore di
correzione
Il CNC PILOT acquisisce i valori di correzione.
Advertising