Acciaio inox, Funzionamento, Plasma a n – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 85: Protezione a n, 130 a taglio, Metrico inglese marcatura
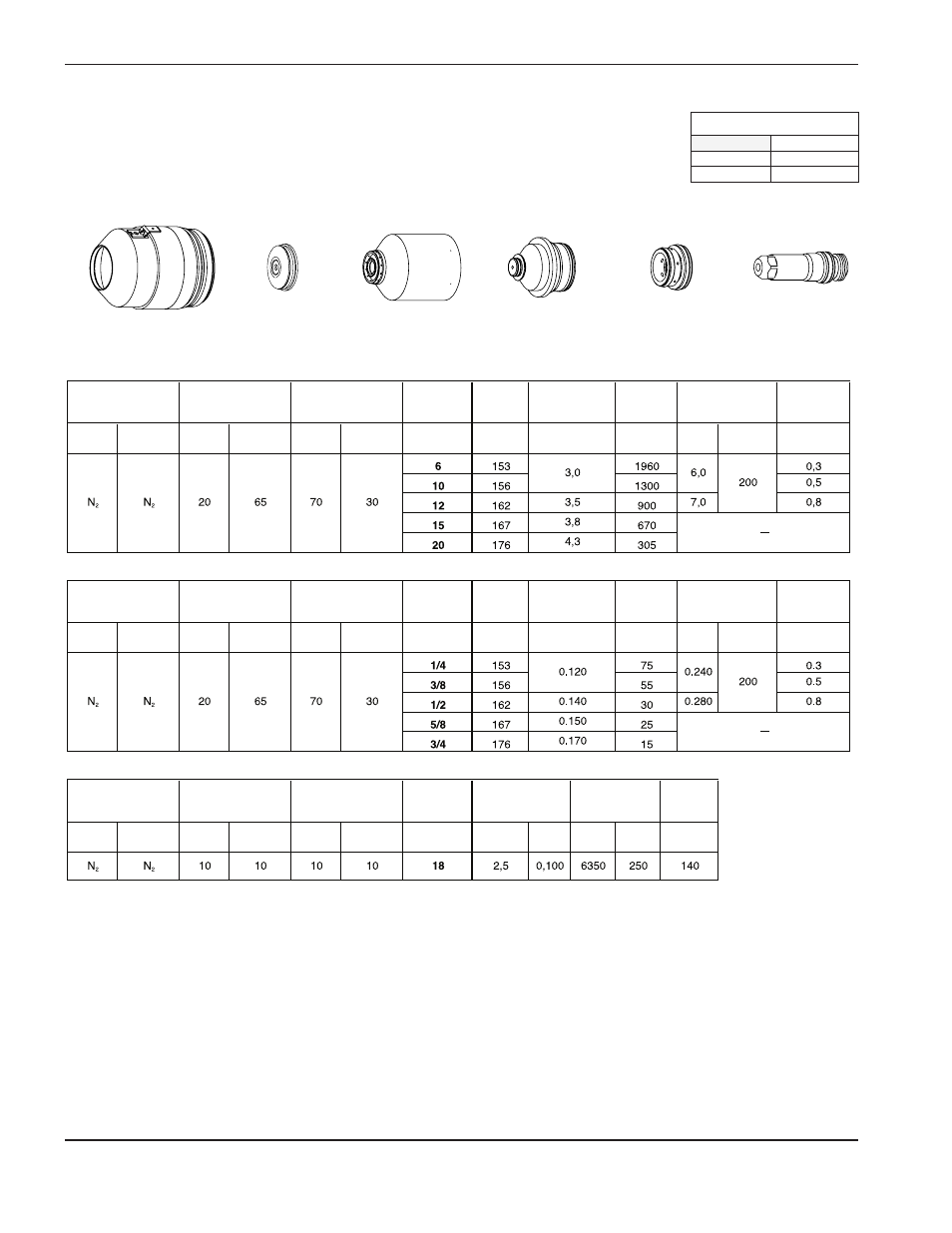
FUNZIONAMENTO
5
4-16
HPR130 per taglio manuale
Manuale di istruzioni
Acciaio inox
Plasma a N
2
/ protezione a N
2
130 A taglio
Nota:
Questo processo produce un bordo di taglio più ruvido, più scuro, con più bava, ma minore variazione
dell’angolo di taglio rispetto al processo per l’acciaio inox a 130 A che utilizza H35/N
2
Portata di flusso – lpm/scfh
N
2
Preflusso
97 / 205
Azionamento
79 / 168
220198
220173
220307
220179
220197
220176
Metrico
Inglese
Marcatura
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
mm
V
mm
mm/m
mm
Fattore %
sec.
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
poll.
V
poll.
ipm
poll.
Fattore %
sec.
Impostare il
Preflow
Impostare il
Cutflow
Tensione
d'arco
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Distanza
tra torcia
e lamiera
Spessore del
materiale
Selezionare
i gas
Selezionare
i gas
Selezionare
i gas
Impostare il
Preflow
Impostare il
Cutflow
Impostare il
Preflow
Impostare il
Cutflow
Tensione
d'arco
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Distanza
tra torcia
e lamiera
Spessore del
materiale
A
mm
poll.
mm/min
ipm
V
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d'arco
Corrente