Manutenzione – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 106
MANUTENZIONE
5
HPR130 per taglio manuale
Manuale di istruzioni
5-7
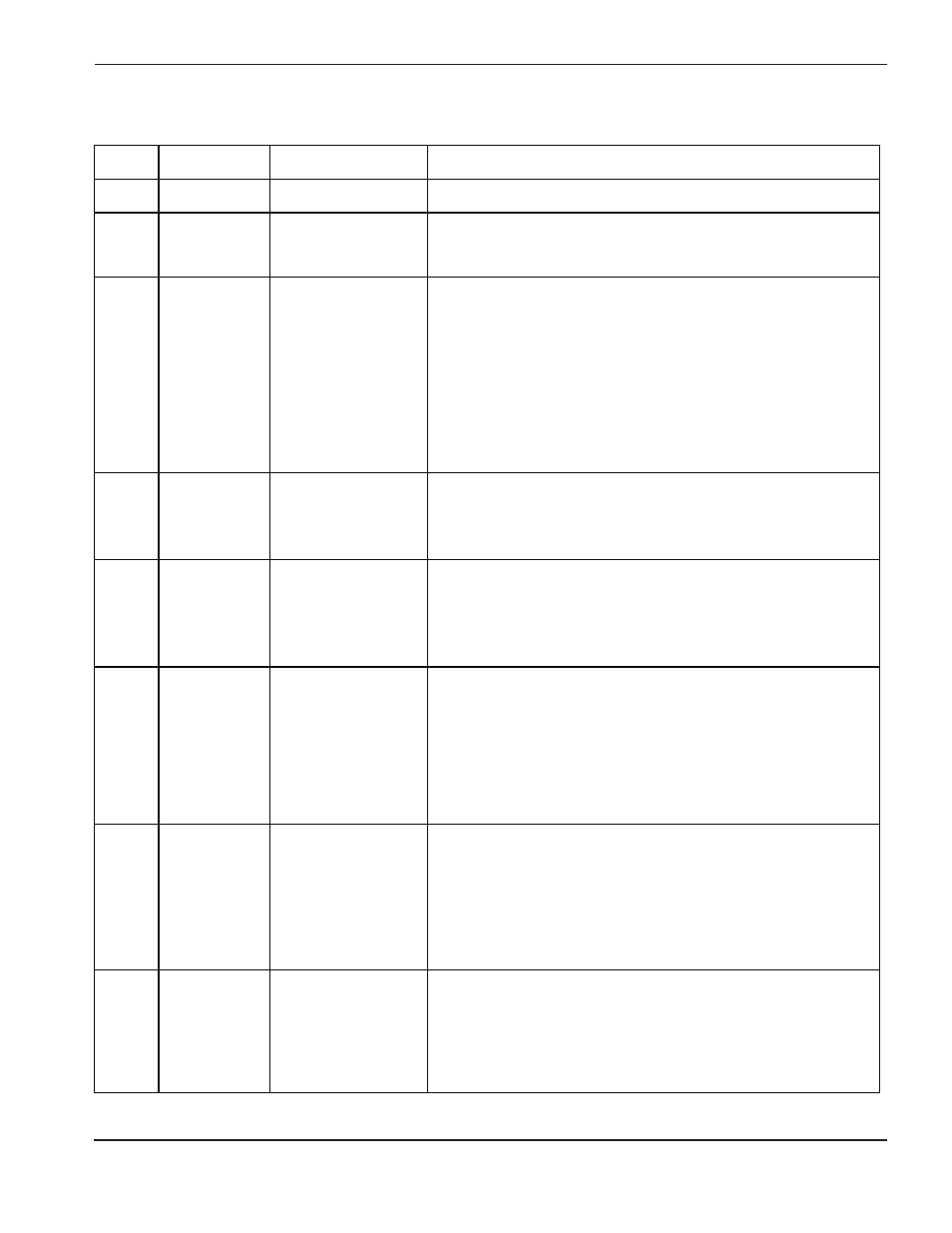
Risoluzione dei problemi con i codici di errore (1 di 6)
Codice di
errore
Nome
Descrizione
Azione correttiva
0
Nessun errore
Il sistema è pronto per
funzionare.
Non necessaria
1. Verificare che i filtri del refrigerante siano in buone condizioni.
2. Controllare che non ci siano restringimenti nel circuito del refrigerante.
1. Verificare che i consumabili siano in buone condizioni.
2. Verificare che le impostazioni di PREFLOW (Preflusso) e di CUTFLOW (Taglio)
siano corrette.
3. Eseguire una prova di tenuta.
4. Verificare che ci sia la scintilla tra gli elettrodi.
5. Verificare che il connettore CON1 ed il relè dellʼarco pilota non siano
eccessivamente usurati.
6. Eseguire una prova di flusso del gas (vedere la sezione
Manutenzione).
7. Eseguire una prova del cavo torcia (vedere la sezione
Manutenzione).
8. Eseguire una prova del circuito di avvio (vedere la sezione
Manutenzione).
9. Eseguire una prova dei chopper (vedere la sezione
Manutenzione).
1. Verificare che lʼaltezza di sfondamento sia corretta.
2. Verificare che le impostazioni di PREFLOW e CUTFLOW siano corrette.
3. Verificare che il cavo di massa non sia danneggiato o non presenti connessioni
allentate.
4. Eseguire una prova di corrente (vedere la sezione
Manutenzione).
1. Verificare che i consumabili siano in buone condizioni.
2. Verificare che le impostazioni del gas di CUTFLOW siano corrette.
3. Verificare il tempo di ritardo di sfondamento.
4. Verificare che lʼarco non perda contatto con la lamiera durante il taglio, per
esempio durante il taglio dei fori o dei materiali di scarto.
5. Eseguire una prova dei chopper (vedere la sezione
Manutenzione).
1. Verificare che i consumabili siano in buone condizioni.
2. Verificare che le impostazioni del gas di CUTFLOW siano corrette.
3. Verificare il tempo di ritardo di sfondamento.
4. Verificare che lʼarco non perda contatto con la lamiera durante il taglio, per
esempio durante il taglio dei fori o dei materiali di scarto.
5. Verificare che il cavo di massa non sia danneggiato o non vi siano connessioni
allentate.
6. Provare a collegare il cavo di massa direttamente alla lamiera.
7. Eseguire una prova del chopper (vedere la sezione
Manutenzione).
1. Verificare la tensione di alimentazione del generatore tra tutte le fasi.
2. Scollegare lʼalimentazione al generatore, rimuovere il coperchio del contattore e
ispezionare i contatti per verificare che non siano eccessivamente usurati.
3. Ispezionare il cavo di alimentazione, il contattore e lʼingresso nel chopper per
verificare che non vi siano connessioni allentate.
4. Ispezionare i fusibili di perdita di fase sulla scheda di distribuzione di potenza.
Sostituire la scheda se i fusibili sono bruciati.
5. Eseguire un test di perdita di fase (vedere la sezione
Manutenzione).
1. Se si utilizza una relè meccanico per fornire al generatore HPR il segnale di
avvio, questo relè rimbalza sulla sua sede quando viene alimentato o i suoi contatti
sono difettosi. Sostituire il relè.
2. Ispezionare il cavo di interfaccia per verificare che non vi siano danni,
aggraffature difettose o connessioni elettriche allentate.
3. Se il cavo di interfaccia è in buone condizioni e il relè non fornisce il segnale di
avvio, il CNC abbandona il segnale di avvio prima che venga stabilito un arco a
regime.
18
Sovrappressione
della pompa
La mandata della pompa ha
una pressione maggiore di
13,79 bar.
Perdita di fase
Si è verificato uno
sbilanciamento di fase sul
chopper dopo la chiusura
del contattore o durante il
taglio.
21
31
Dopo il trasferimento dʼarco,
il segnale di trasferimento
si è interrotto.
20
26
24
27
Arco pilota assente
Perdita di corrente
Perdita di corrente dal
chopper dopo il
trasferimento.
Nessuna corrente rilevata
dal chopper allʼaccensione
e prima del timeout
di 1 secondo.
Nessun
trasferimento
dʼarco
Nessuna corrente rilevata
sul cavo di massa 500
millisecondi dopo che la
corrente dellʼarco pilota
si è stabilita.
Perdita del segnale
di avvio
Il segnale di avvio è stato
ricevuto ed è poi stato
interrotto prima che si sia
stabilito un arco.
Perdita del
trasferimento