Retta in rapido g00 retta con avanzamento g01 f, Movimenti traiettoria - coordinate cartesiane 6.4 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manuale d'uso
Pagina 197
Movimenti traiettoria - Coordinate cartesiane
6.4
6
TNC 640 | Manuale utente Programmazione DIN/ISO | 8/2013
197
Retta in rapido G00 Retta con avanzamento G01 F
Il TNC sposta l'utensile su una retta dalla sua posizione attuale al
punto finale della retta. Il punto di partenza corrisponde al punto
finale del blocco precedente.
Coordinate del punto finale della retta, se
necessario
Correzione del raggio
Avanzamento F
Funzione ausiliaria M
Movimento in rapido
Un blocco lineare per un movimento in rapido (blocco
G00) può
essere aperto anche con il tasto L:
Premere il tasto L per aprire un blocco di programma per un
movimento lineare
Spostarsi con il tasto freccia a sinistra nel campo di immissione
delle funzioni G
Selezionare il softkey G00 per un movimento di traslazione in
rapido
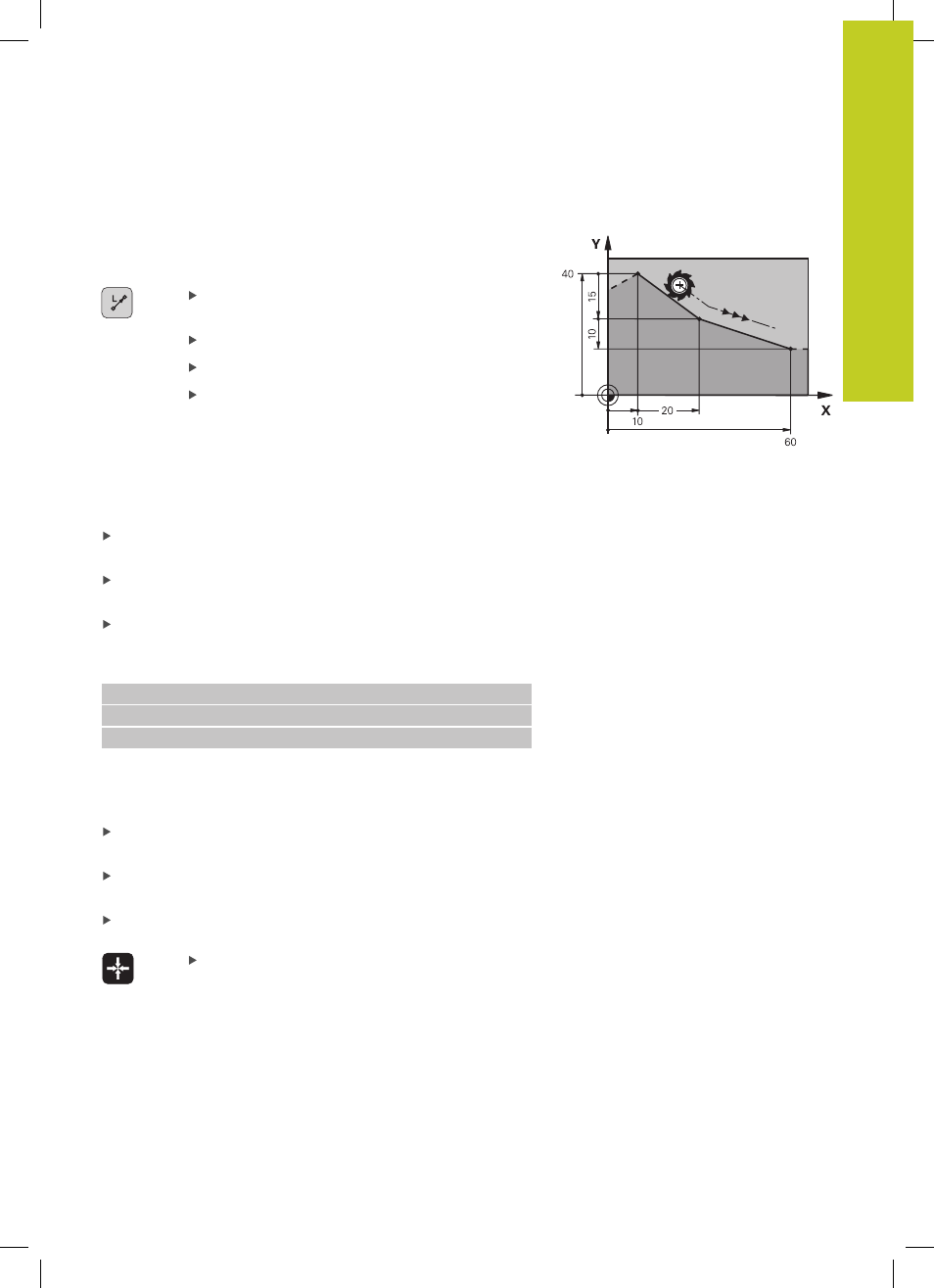
Blocchi esemplificativi NC
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Conferma posizione reale
Un blocco lineare (blocco
G01G01) può essere generato anche con
il tasto "CONFERMA POSIZIONE REALE":
Portare l'utensile in modalità Funzionamento manuale sulla
posizione da confermare
Commutare dalla visualizzazione dello schermo a
Memorizzazione/Editing programma
Selezionare il blocco di programma dopo il quale si desidera
inserire il blocco L
Premere il tasto "CONFERMA POSIZIONE
REALE": il TNC genera un blocco L con le
coordinate della posizione reale