Esecuzione del ciclo, Pag. 215 – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuale d'uso
Pagina 215
HEIDENHAIN iTNC 530
215
7.
12 CONT
ORNA
TURA PR
OFIL
O 3D (ciclo 27
6, DIN/ISO: G27
6
)
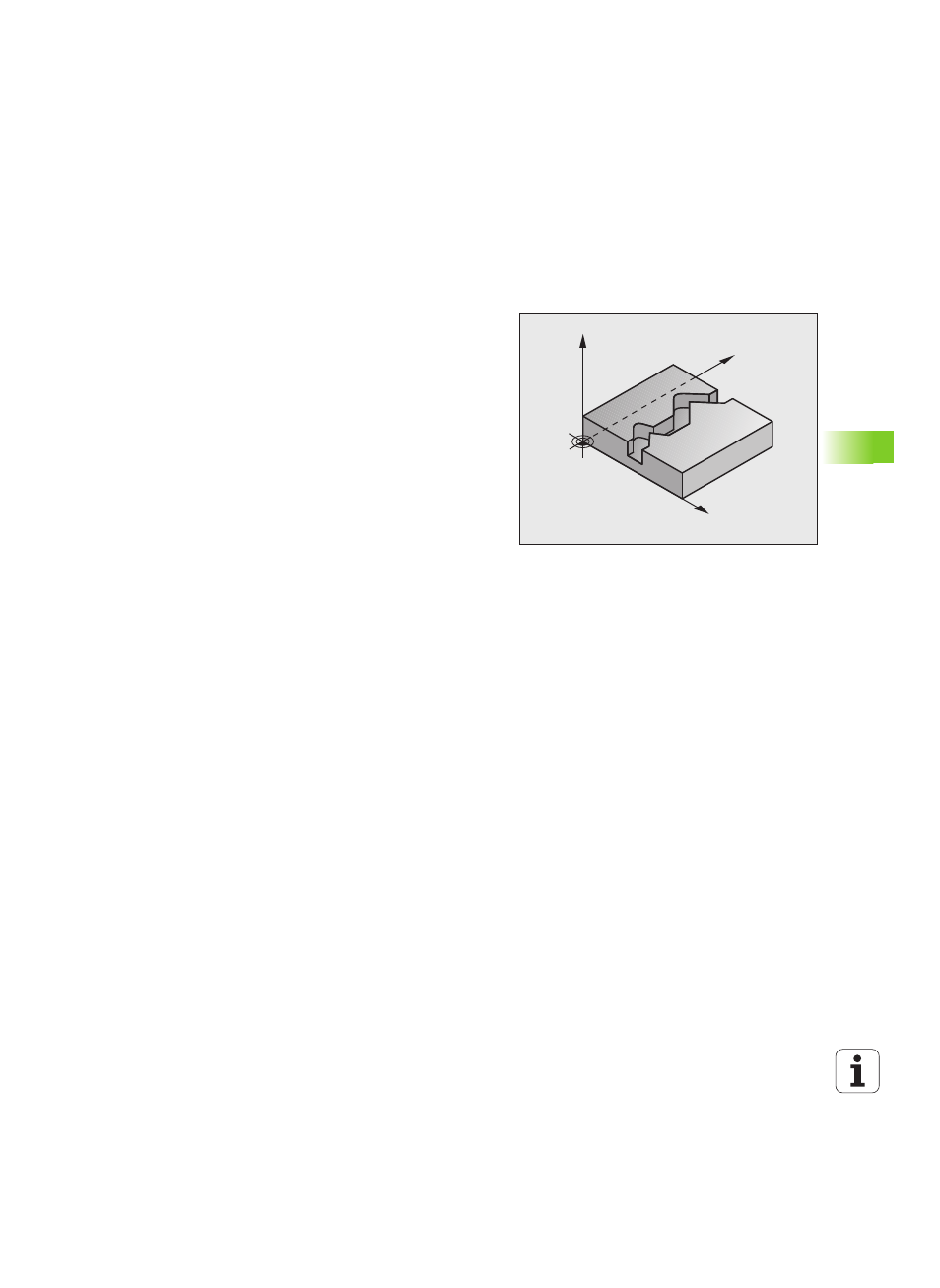
7.12 CONTORNATURA PROFILO 3D
(ciclo 276, DIN/ISO: G276)
Esecuzione del ciclo
Con questo ciclo, assieme al ciclo 14 PROFILO, è possibile lavorare
profili aperti e chiusi.
Il ciclo 276 CONTORNATURA PROFILO 3D, interpreta rispetto al ciclo 25
CONTORNATURA
anche le coordinate nell'asse utensile (asse Z), che sono
definite nel sottoprogramma del profilo. Possono essere ad esempio
lavorati con semplicità profili creati con sistema CAM.
Lavorazione di un profilo senza incremento: profondità di
fresatura Q1=0
1
L'utensile si porta con logica di posizionamento sul punto di
partenza della lavorazione che risulta dal primo punto del profilo
della direzione di lavorazione selezionata e dalla funzione di
avvicinamento selezionata
2
Il TNC si avvicina con movimento tangenziale al profilo e lo lavora
fino alla fine
3
Sul punto finale del profilo il TNC sposta l’utensile con
allontanamento tangenziale dal profilo. La funzione di
allontanamento viene eseguita dal TNC nello stesso modo della
funzione di avvicinamento
4
Alla fine il TNC posiziona l'utensile all'altezza di sicurezza
Lavorazione di un profilo con incremento: definita profondità di
fresatura Q1 diversa da 0 e profondità incremento Q10
1
L'utensile si porta con logica di posizionamento sul punto di
partenza della lavorazione che risulta dal primo punto del profilo
della direzione di lavorazione selezionata e dalla funzione di
avvicinamento selezionata
2
Il TNC si avvicina con movimento tangenziale al profilo e lo lavora
fino alla fine
3
Sul punto finale del profilo il TNC sposta l’utensile con
allontanamento tangenziale dal profilo. La funzione di
allontanamento viene eseguita dal TNC nello stesso modo della
funzione di avvicinamento
4
Se è selezionata la lavorazione a pendolamento (Q15=0), il TNC si
porta sulla successiva profondità incremento e lavora il profilo fino
al punto di partenza originale. In caso contrario il TNC trasla
l'utensile ad altezza di sicurezza fino al punto di partenza della
lavorazione e da qui sulla successiva profondità di incremento. La
funzione di allontanamento viene eseguita dal TNC nello stesso
modo della funzione di avvicinamento
5
Questa procedura si ripete fino al raggiungimento della profondità
programmata
6
Alla fine il TNC posiziona l'utensile all'altezza di sicurezza
Y
X
Z