7 isola circolare (ciclo 257, din/iso: g257), Esecuzione del ciclo, Pag. 167 – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuale d'uso
Pagina 167
HEIDENHAIN iTNC 530
167
5.7 ISOLA CIR
C
OLARE (c
iclo 257
, DIN/ISO: G257)
5.7 ISOLA CIRCOLARE (ciclo 257,
DIN/ISO: G257)
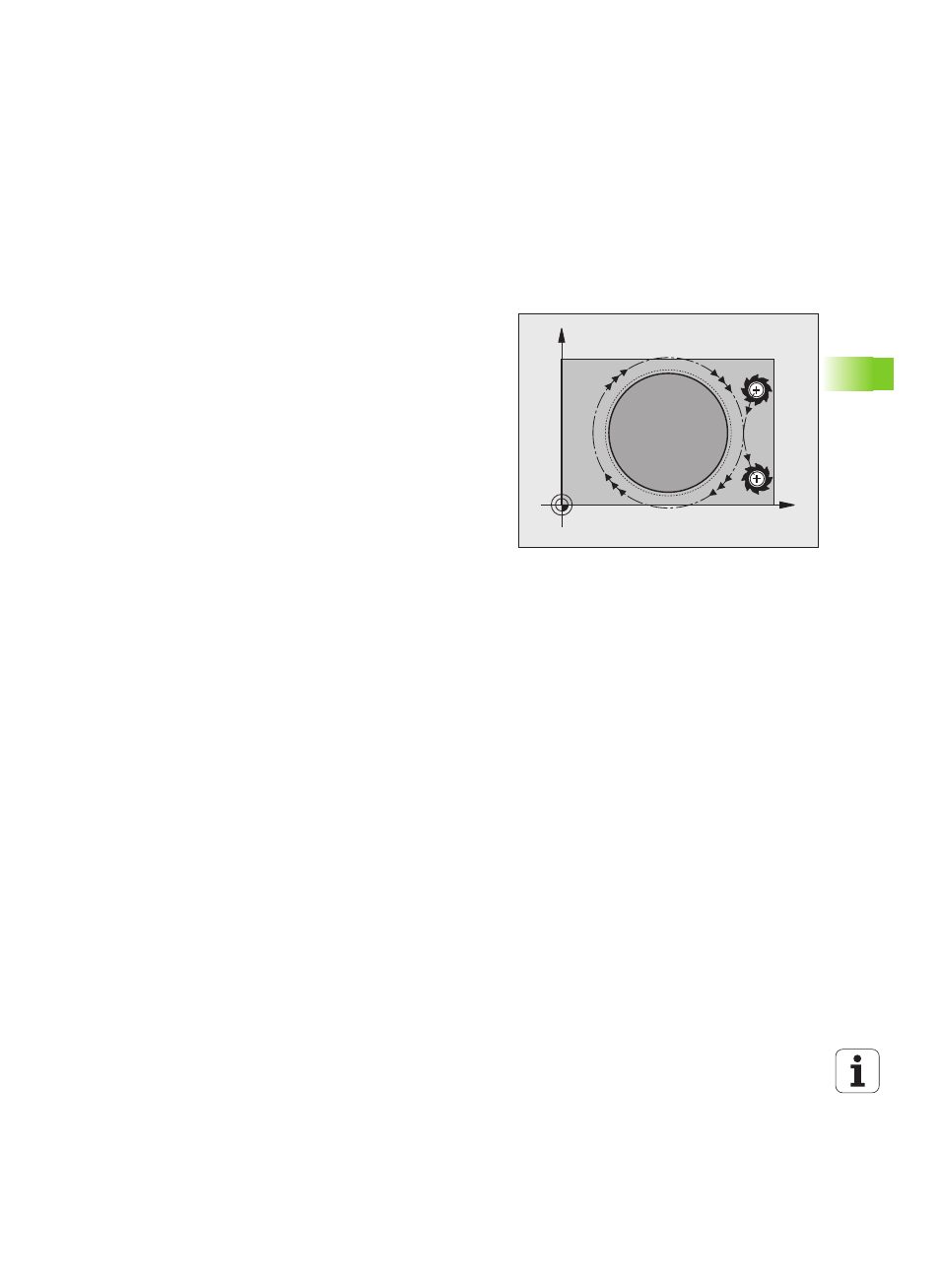
Esecuzione del ciclo
Con il ciclo 257 Isola circolare si può lavorare un'isola circolare. Se il
diametro del pezzo grezzo è maggiore dell'accostamento laterale
massimo possibile, il TNC esegue più accostamenti laterali fino a
raggiungere il diametro di finitura.
1
L'utensile inizia dalla posizione di partenza del ciclo (centro isola) in
direzione X positiva sulla posizione di partenza della lavorazione.
2
Se l'utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC lo
porta in rapido FMAX alla DISTANZA DI SICUREZZA e da lì con
l'AVANZAMENTO INCREMENTO alla prima PROFONDITÀ
INCREMENTO
3
Successivamente l'utensile si posiziona con movimento a spirale in
modo tangenziale al profilo dell'isola ed esegue una contornatura.
4
Se il diametro di finitura non può essere raggiunto con una sola
passata di contornatura, il TNC muove l'utensile a spirale fino a
raggiungere il diametro di finitura. Il TNC tiene conto del diametro
del pezzo grezzo, del diametro di finitura e dell'accostamento
laterale ammesso.
5
Il TNC allontana l'utensile dal profilo su una traiettoria a spirale.
6
Se sono richiesti più incrementi, viene eseguito un nuovo
incremento sul punto successivo per il movimento di
allontanamento
7
Questa procedura si ripete fino al raggiungimento della profondità
programmata dell'isola
8
A fine ciclo, dopo l'allontanamento a spirale il TNC posiziona
l'utensile esclusivamente nell'asse utensile alla 2ª altezza di
sicurezza definita nel ciclo e quindi al centro dell'isola.
X
Y