H35 / n, A-12, Alluminio – Hypertherm HT2000LHF Manuale d'uso
Pagina 82: Solo sopra l’acqua, Appendice a: argon-idrogeno taglio e cianfrinatura, 100 amp. – plasma ad ar-h / protezione ad n, Necessario il collettore all’argon-idrogeno
APPENDICE A: ARGON-IDROGENO TAGLIO E CIANFRINATURA
6
a-12
HySpeed HT2000
Manuale di istruzioni
Alluminio
100 amp. – Plasma ad Ar-H / protezione ad N
2
Necessario il collettore all’argon-idrogeno
Questa combinazione di gas offre una buona velocità di taglio, bassi livelli di formazione di bava ed è
estremamente economica.
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% H35)
(% H35)
(N
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
8
"
3 mm
13
13
60/4
2,5
5
135
2440
3
⁄
16
"
5 mm
3
6
140
2200
0,5
1
⁄
4
"
6 mm
22
22
130
3
6
145
1980
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
145
1530
0,5
1
⁄
2
"
12 mm
3
6
150
1280
Note:
Impostare la pressione di ingresso del gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del gas di protezione a 90 psi (6,2 bar).
Il taglio continuativo di spessori superiori a 10 mm non è raccomandato
Solo sopra l’acqua
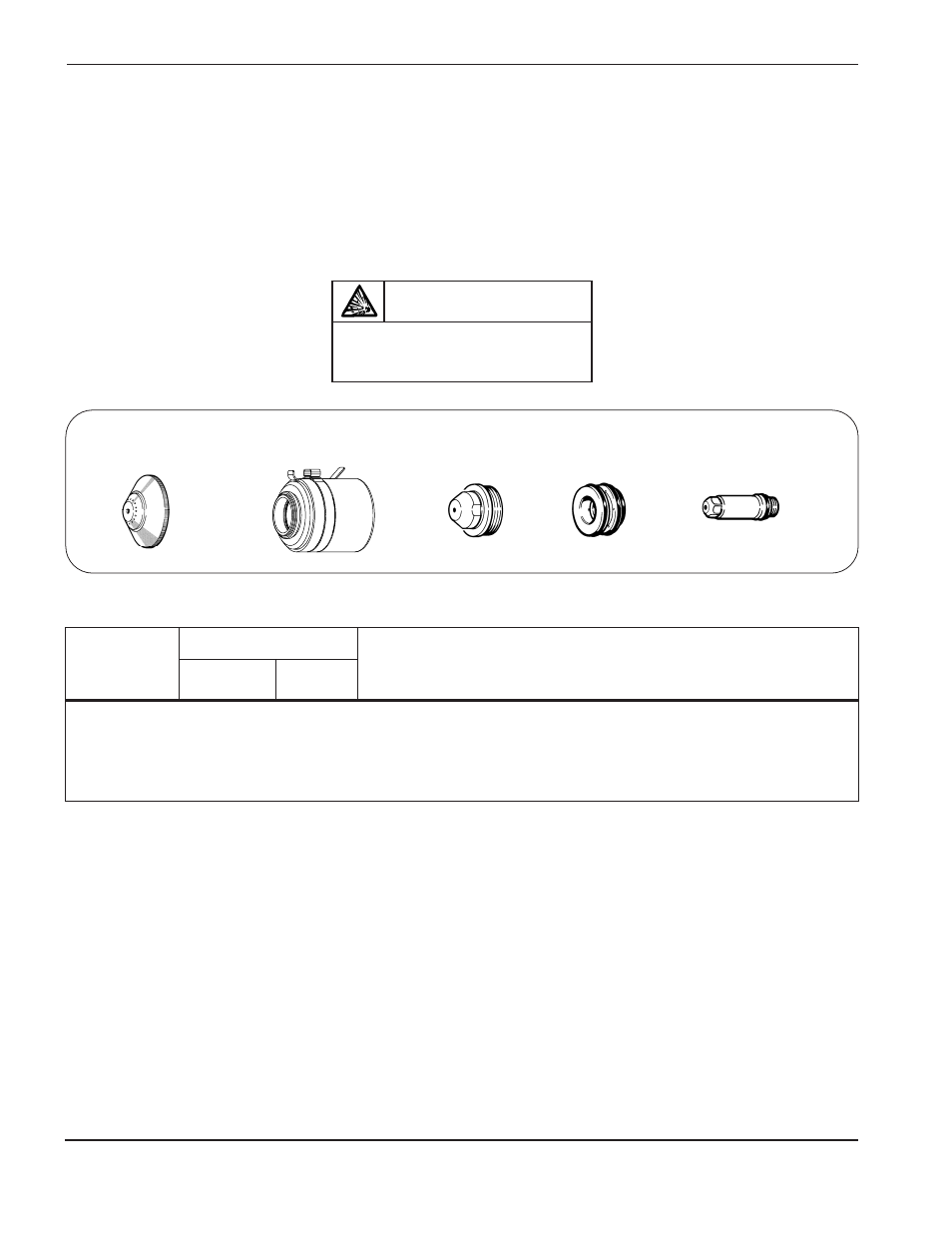
AVVERTENZA
Non usare la cuffia d’acqua quando
il taglio viene praticato con
l’argon-idrogeno !
020448
Protezione
120837
Cappuccio di tenuta
020611
Ugello
020607
Anello diffusore
020415
Elettrodo