Aria, Acciaio al carbonio, 75 mm sotto l’acqua – Hypertherm HT2000LHF Manuale d'uso
Pagina 32: Solo sopra l’acqua, Funzionamento, 100 amp. – plasma ad o, Protezione ad aria
FUNZIONAMENTO
10/23/99
HySpeed HT2000
Manuale dell’operatore
2-17
Acciaio al carbonio
100 amp. – Plasma ad O
2
/ protezione ad Aria
Questa combinazione di gas offre una buona velocità di taglio, bassi livelli di formazione di bava ed è
estremamente economica. Può verificarsi una certa nitrurazione della superficie. Anche se questo processo può
essere utilizzato su materiali più spessi, lo spessore massimo raccomandato è di 10 mm.
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(Aria) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
75 mm sotto l’acqua
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(Aria) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
8
"
3 mm
7
28
36
0
60/4
2,5
5
125
6100
0,0
3
⁄
16
"
5 mm
3
6
125
4570
0,0
1
⁄
4
"
6 mm
3/10
21
130
3
6
125
3050
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2280
0,5
1
⁄
2
"
12 mm
3
6
130
1520
1,0
5
⁄
8
"
15 mm
4
8
140
1140
1,0
3
⁄
4
"
20 mm
5
10
145
760
1,5
Note:
Impostare la pressione di ingresso del ossigeno gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del azoto gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del gas di protezione a 90 psi (6,2 bar).
Il taglio continuativo di spessori superiori a 10 mm non è raccomandato.
* Per massimizzare la durata dei consumabili, modificare i punti di inizio e di fine taglio sulla lamiera per il pezzo da
tagliare per ridurre gli errori di chiusura graduale. Per le applicazioni di taglio passante da un bordo all’altro della
lamiera o per altre applicazioni in cui è difficile realizzare una corretta chiusura graduale, si raccomanda di usare
l’elettrodo N° 120667 anziché l’elettrodo N° 120547.
1
⁄
8
"
3 mm
7
28
36
0
60/4
2
4
125
5580
3
⁄
16
"
5 mm
3
6
125
4060
0,5
1
⁄
4
"
6 mm
3/10
21
130
3
6
125
2790
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2160
0,5
1
⁄
2
"
12 mm
3
6
135
1520
1,0
Solo sopra l’acqua
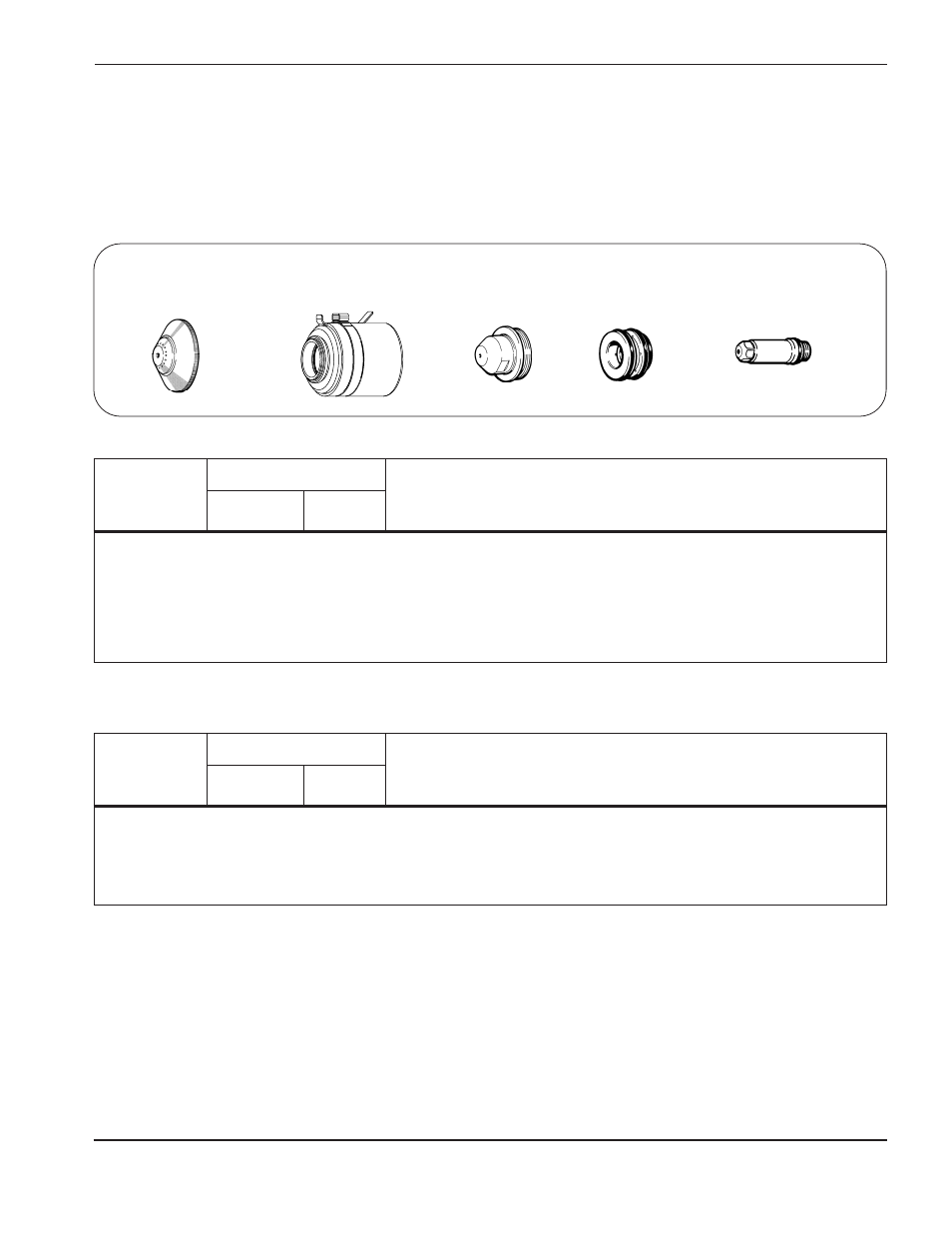
120547*
Elettrodo
020690
Ugello
120837 (orario)
120838 (antiorario)
Cappuccio di tenuta
020424
Protezione
020613 (orario)
120252 (antiorario)
Anello diffusore