H35 / n, A-10, Acciaio inox – Hypertherm HT2000LHF Manuale d'uso
Pagina 80: Solo sopra l’acqua, Appendice a: argon-idrogeno taglio e cianfrinatura, 100 amp. – plasma ad ar-h / protezione ad n, Necessario il collettore all’argon-idrogeno
APPENDICE A: ARGON-IDROGENO TAGLIO E CIANFRINATURA
6
a-10
HySpeed HT2000
Manuale di istruzioni
Acciaio inox
100 amp. – Plasma ad Ar-H / protezione ad N
2
Necessario il collettore all’argon-idrogeno
Questa combinazione di gas fornisce una buona velocità di lavoro, ma potrebbe determinare un’eccessiva
formazione di bava. Può verificarsi una certa nitrurazione della superficie ed ossidazione della superficie degli
elementi leganti.
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% H35)
(% H35)
(N
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
8
"
3 mm
13
13
60/4
2,5
5
130
1260
3
⁄
16
"
5 mm
3
6
135
1060
0,5
1
⁄
4
"
6 mm
22
22
130
5
10
140
890
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
5
10
140
750
0,5
1
⁄
2
"
12 mm
5
10
145
630
1,0
Note:
Impostare la pressione di ingresso del argon-idrogeno gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del azoto gas di protezione a 90 psi (6,2 bar).
Il taglio continuativo di spessori superiori a 10 mm non è raccomandato
Solo sopra l’acqua
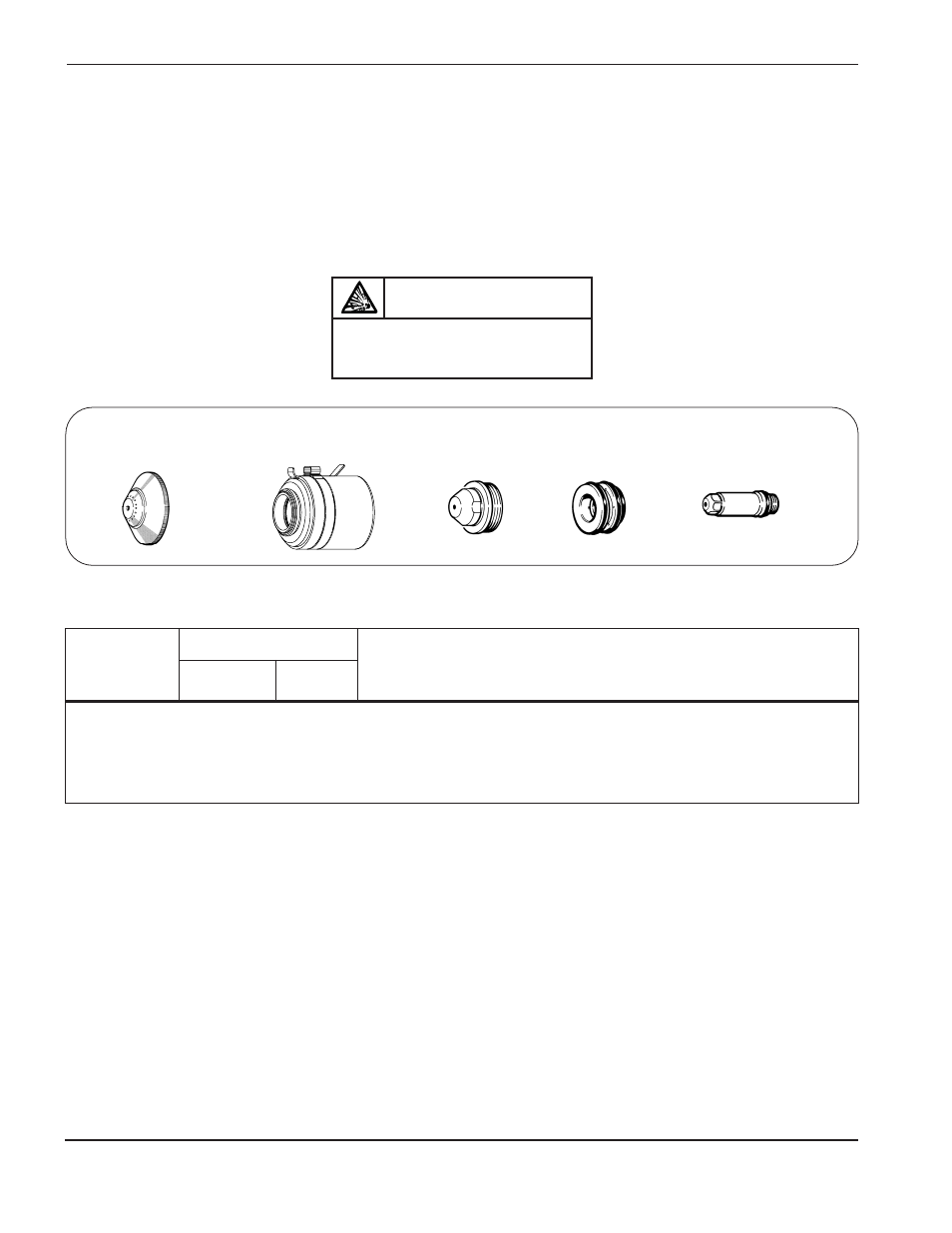
AVVERTENZA
Non usare la cuffia d’acqua quando
il taglio viene praticato con
l’argon-idrogeno !
020448
Protezione
120837
Cappuccio di tenuta
020611
Ugello
020607
Anello diffusore
020415
Elettrodo