Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 324
324
Cicli: funzioni speciali
12.7 T
O
RNITURA IN INTERPOLAZIONE (opzione
sof
tw
ar
e, ciclo 290,
DIN/ISO:
G290)
Parametri ciclo
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza di prolungamento del profilo definito in
avvicinamento e allontanamento. Campo di
immissione da 0 a 99999,9999, in alternativa PREDEF
ALTEZZA DI SICUREZZA
Q445 (in valore assoluto):
altezza assoluta che esclude qualsiasi possibilità di
collisione tra utensile e pezzo; posizione di ritiro
dell'utensile alla fine del ciclo. Campo di immissione
da -99999,9999 a 99999,9999
ANGOLO PER ORIENTAMENTO MANDRINO
Q336 (in valore
assoluto): angolo per allineare il tagliente alla
posizione di 0° del mandrino. Campo di immissione da
-360,0000 a 360,0000
VELOCITÀ DI TAGLIO [m/min]
Q440: velocità di taglio
dell'utensile in mm/min. Campo di immissione da 0 a
99,999
INCREMENTO AL GIRO [mm/giro]
Q441: avanzamento
che l'utensile esegue a ogni giro. Campo di
immissione da 0 a 99,999
ANGOLO DI PARTENZA PIANO XY
Q442: angolo di
partenza nel piano XY. Campo di immissione da 0 a
359,999
DIREZIONE DI LAVORAZIONE (-1/+1)
Q443:
lavorazione in senso orario: inserimento = -1
lavorazione in senso antiorario: inserimento = +1
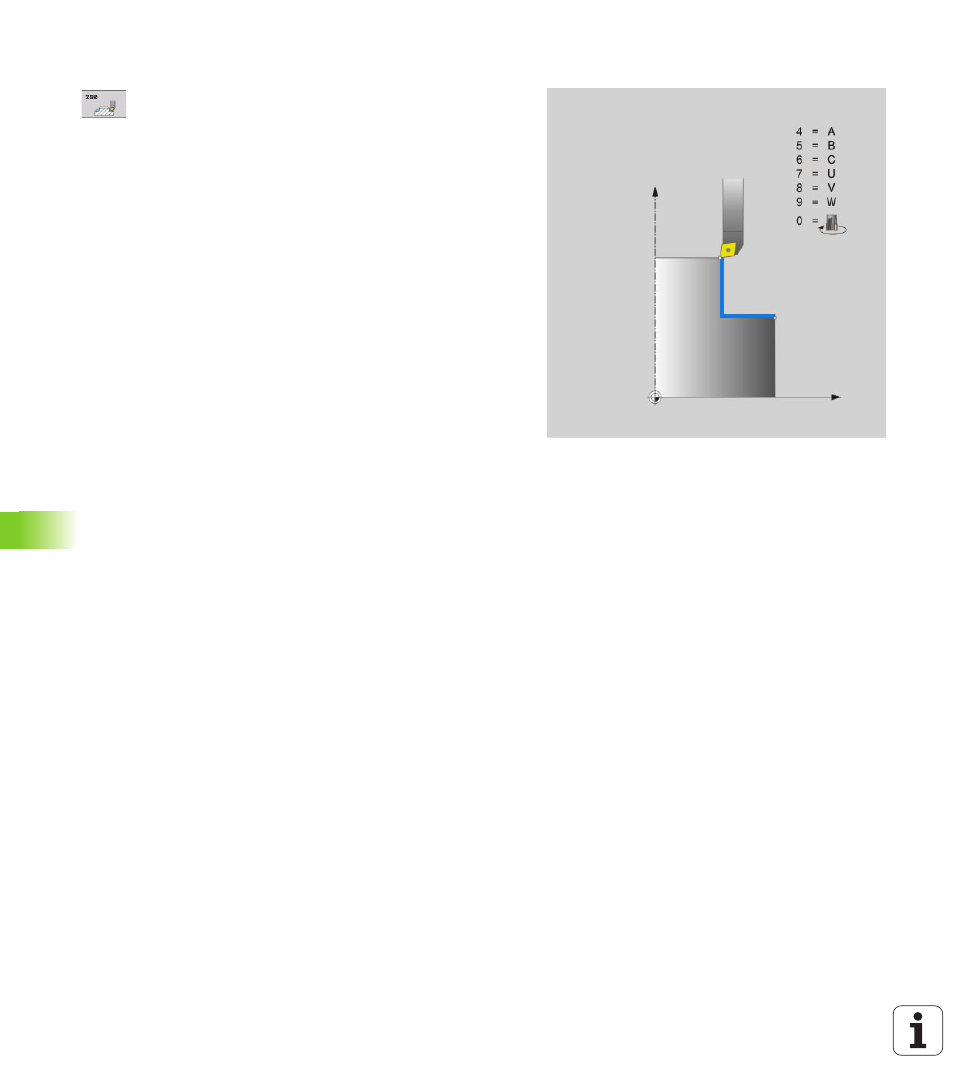
ASSE INTERPOLANTE (4...9)
Q444: denominazione
dell'asse interpolante.
L'asse A è l'asse interpolante: inserimento = 4
L'asse B è l'asse interpolante: inserimento = 5
L'asse C è l'asse interpolante: inserimento = 6
L'asse U è l'asse interpolante: inserimento = 7
L'asse V è l'asse interpolante: inserimento = 8
L'asse W è l'asse interpolante: inserimento = 9
Fresatura profilo: inserimento = 0