Esecuzione del ciclo, Vedere, Pag. 322 – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 322
322
Cicli: funzioni speciali
12.7 T
O
RNITURA IN INTERPOLAZIONE (opzione
sof
tw
ar
e, ciclo 290,
DIN/ISO:
G290)
12.7 TORNITURA IN
INTERPOLAZIONE
(opzione software, ciclo 290,
DIN/ISO: G290)
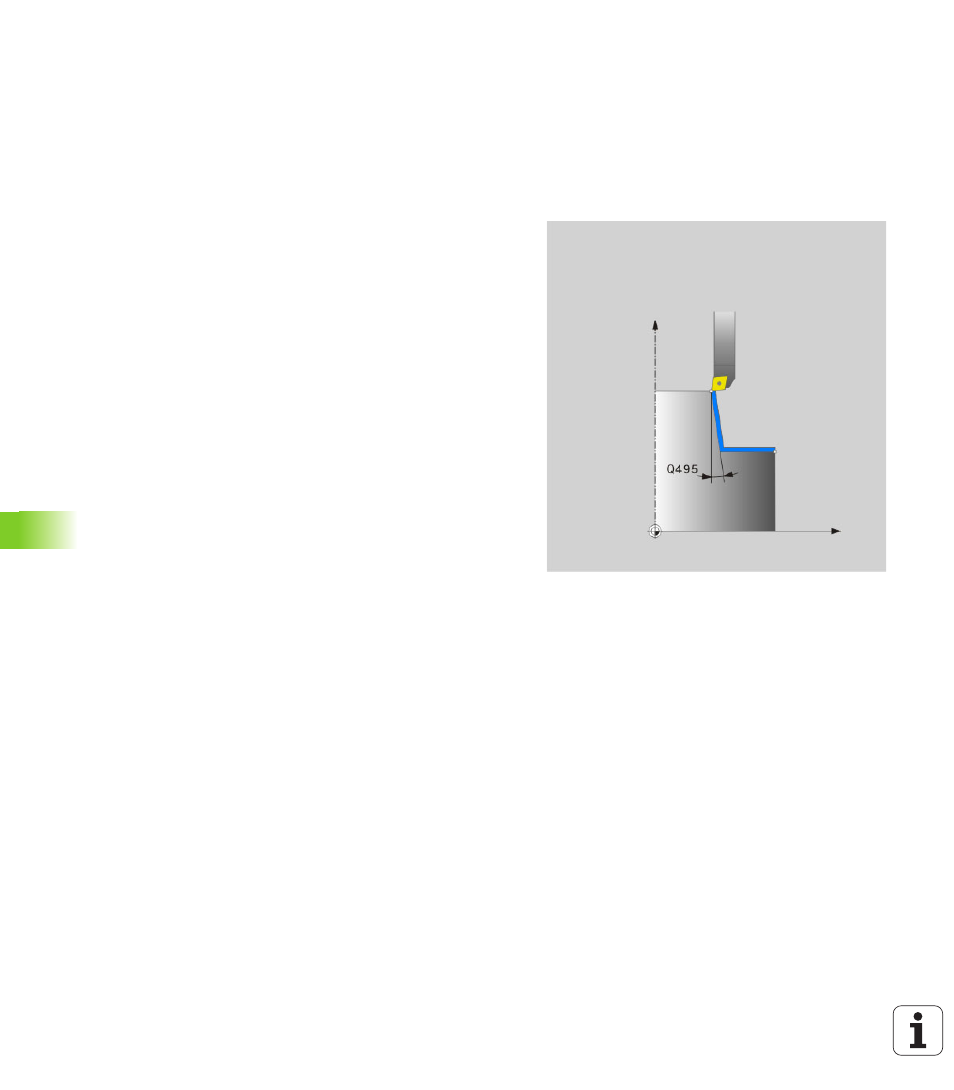
Esecuzione del ciclo
Questo ciclo consente di creare uno spallamento simmetrico alla
rotazione nel piano di lavoro definito da punto di partenza e punto
finale. Il centro di rotazione è il punto di partenza (XY) alla chiamata del
ciclo. Le superfici di rotazione possono essere inclinate e arrotondate
tra loro. Le superfici possono essere create sia mediante tornitura di
interpolazione sia tramite fresatura.
1
Il TNC posiziona l'utensile ad altezza di sicurezza sul punto di
partenza della lavorazione. Questo risulta dal prolungamento
tangenziale del punto di partenza del profilo intorno alla distanza di
sicurezza.
2
Il TNC crea il profilo definito mediante tornitura di interpolazione.
Gli assi principali del piano di lavoro descrivono così un movimento
circolare, mentre l'asse del mandrino viene orientato
perpendicolarmente alla superficie.
3
Sul punto finale del profilo il TNC sposta l’utensile in
perpendicolare intorno alla distanza di sicurezza.
4
Alla fine il TNC posiziona l'utensile all'altezza di sicurezza