5 esempi di pr ogr ammazione – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 154
143
HEIDENHAIN TNC 310
9.5 Esempi di pr
ogr
ammazione
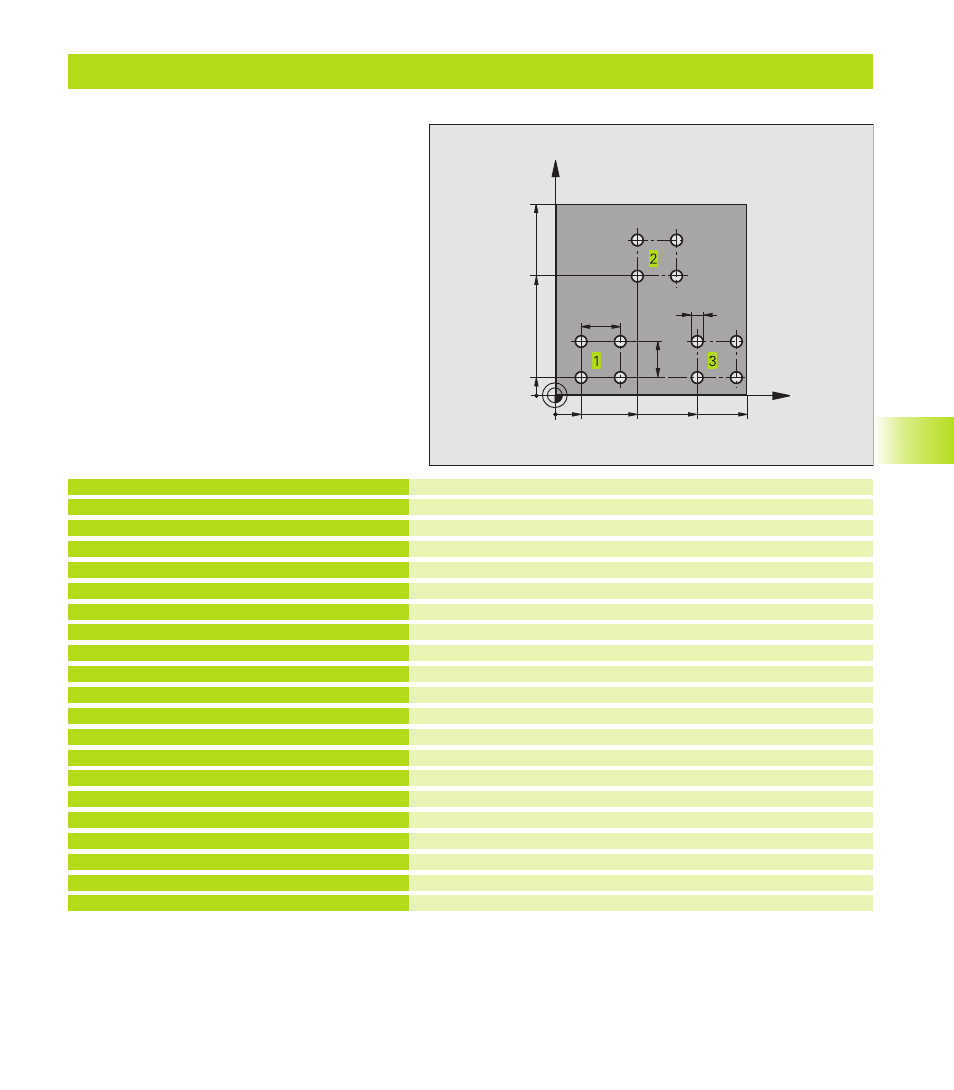
Esempio: Gruppi di fori
Esecuzione del programma
■
Posizionamento sui gruppi di fori nel
programma principale
■
Chiamata gruppo di fori (sottoprogramma 1)
■
Una sola programmazione del gruppo di fori nel
sottoprogramma 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2,5
4 TOOL CALL 1 Z S5000
5 L Z+250 R0 F MAX
6 CYCL DEF 200 FORATURA
Q200=2
Q201=-10
Q206=250
Q202=5
Q210=0
Q203=+0
Q204=10
7 L X+15 Y+10 R0 F MAX M3
8 CALL LBL 1
9 L X+45 Y+60 R0 F MAX
10 CALL LBL 1
11 L X+75 Y+10 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo “Foratura“
DISTANZA DI SICUREZZA
Profondità
Avanzamento foratura
Profondità di accostamento
Tempo attesa sopra
Coordinata superficie
2ª distanza di sicurezza
Posizionamento sul punto di partenza del gruppo fori 1
Chiamata sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 2
Chiamata sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 3
Chiamata sottoprogramma per gruppo di fori
Fine del programma principale
X
Y
15
60
100
100
75
10
45
20
20
5