Entrata finitura assiale/radiale, 4 cicli di aspor tazione tr ucioli – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 113
HEIDENHAIN MANUALplus 4110
113
4.4 Cicli di aspor
tazione tr
ucioli
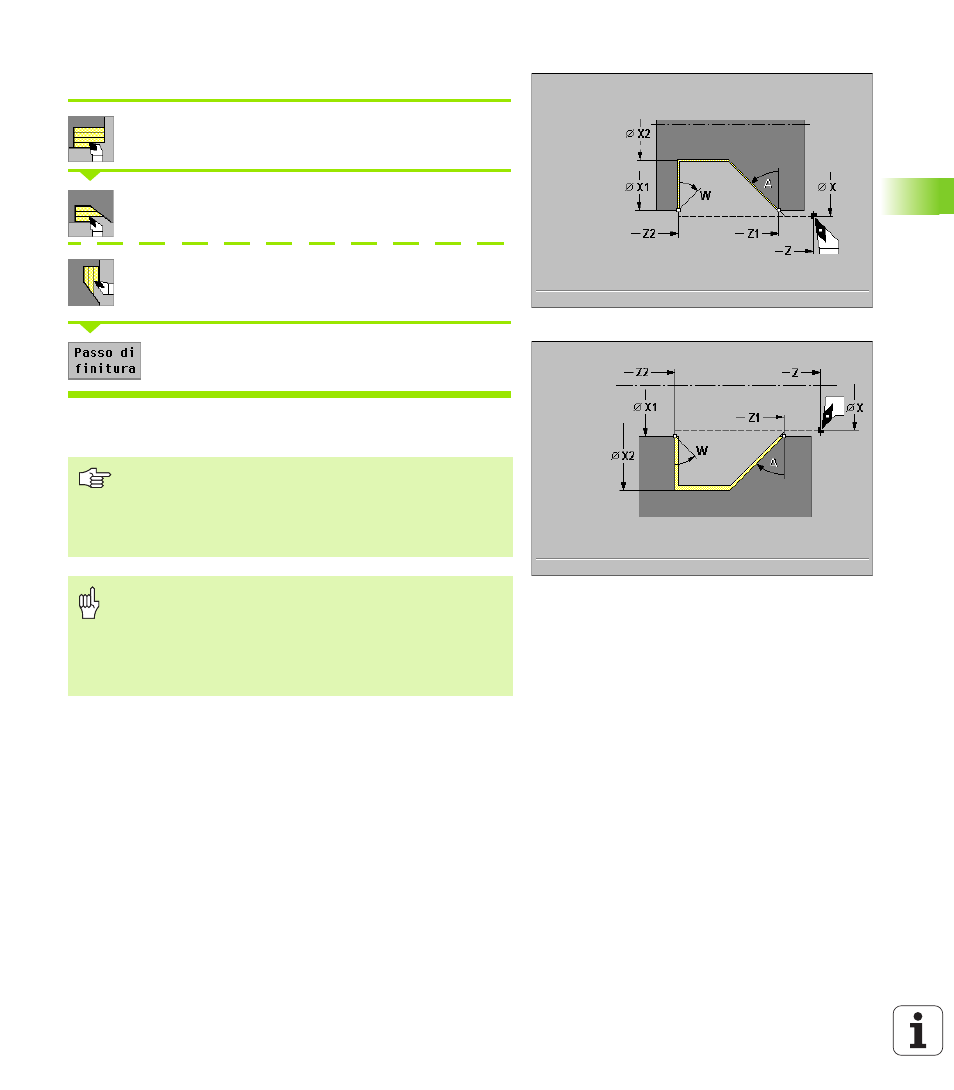
Entrata finitura assiale/radiale
Selezionare "Cicli asp. truc. assiale/radiale"
Selezionare "Entrata assiale" (figure a destra)
Selezionare "Entrata radiale" (figure alla pagina
successiva)
Attivare Finitura
Il ciclo rifinisce la parte del profilo da "X1, Z1" fino a "X2, Z2". Al termine
del ciclo l'utensile ritorna sul "Punto di partenza X, Z".
Parametri ciclo
X, Z Punto di partenza
X1, Z1 Punto iniziale profilo
X2, Z2 Punto finale profilo
A Angolo di entrata
(default: 0°): campo: 0° <= A < 90°
W Angolo finale:
Diagonale a fine profilo – Campo: 0° <= W < 90°
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Maggiore è l'inclinazione con cui l'utensile penetra il
materiale, tanto maggiore è la riduzione di avanzamento
(max 50%).
Rispettare le dimensioni degli utensili radiali (vedere
“Utensili radiali" pag. 421).
Attenzione Pericolo di collisioni!
Se l'angolo di inclinazione e dell'inserto dell'utensile non
sono definiti, quest'ultimo inizia la lavorazione con l'angolo
di entrata. Se sono definiti, l'utensile inizia a lavorare con
l'angolo di entrata massimo possibile. Il materiale residuo
viene ignorato.