ARAG Electriccontrol unit for crop-spraing application 871 Manuale d'uso
Pagina 20
20
4 Regolate TUTTE le valvole di sezione prima di procedere al trattamento; in base alla conformazione
del gruppo di comando potete effettuare la taratura in questo modo:
• il numero di ugelli è UGUALE per tutte le valvole di sezione:
effettuate la procedura di regolazione per una sola valvola; per tutte le altre, posizionate il relativo
indicatore della scala graduata nello stesso punto.
• il numero di ugelli è DIVERSO per ogni valvola di sezione:
effettuate la procedura di regolazione per ciascuna valvola di sezione.
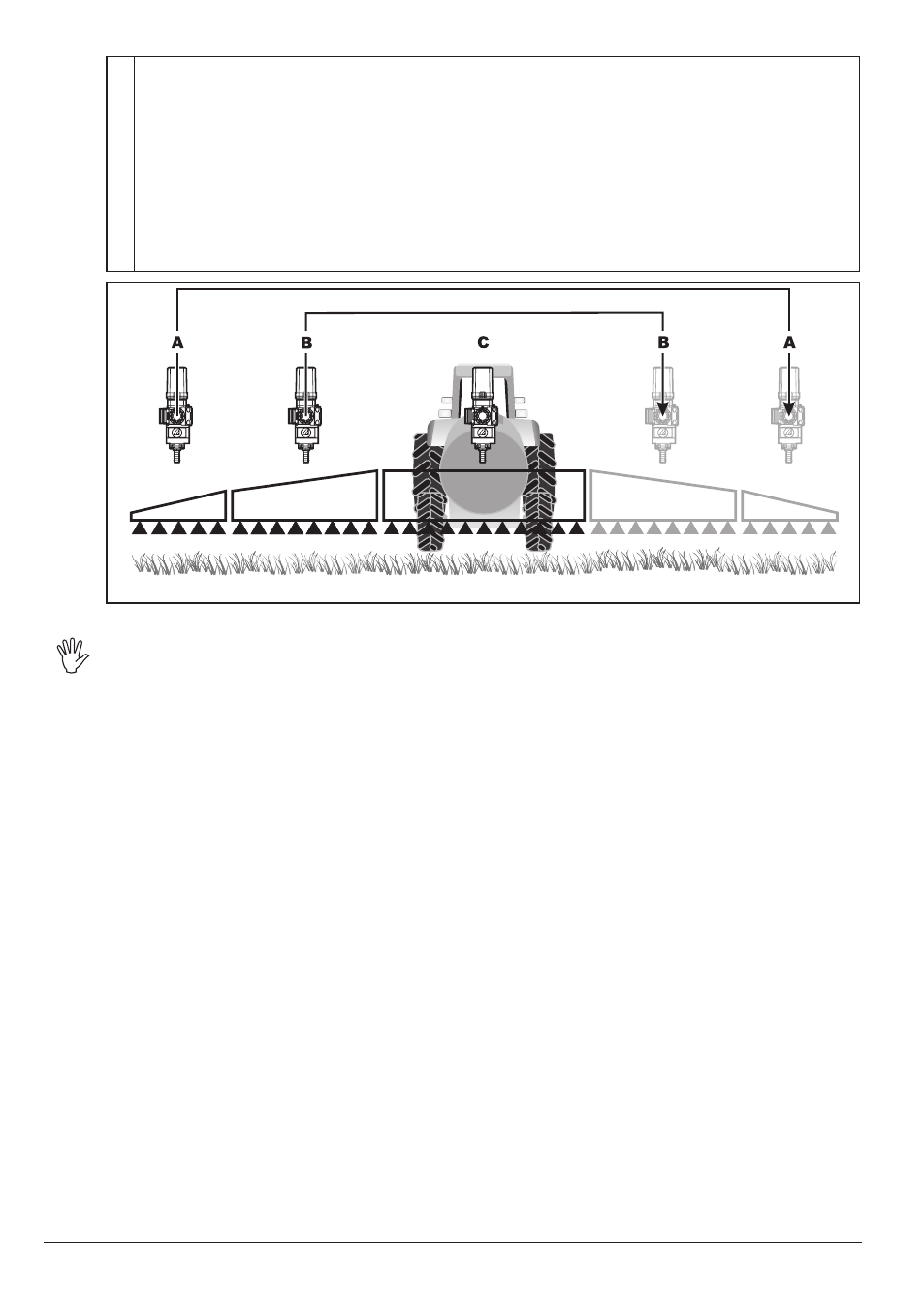
• il numero di ugelli per ogni valvola di sezione è SPECULARE (Fig. 9):
effettuate la procedura di regolazione solamente per una parte del gruppo di comando (barra destra o si-
nistra, valvole
A, B, C): per regolare l’altra parte di barra ruotate allo stesso modo le manopole dei ritorni
calibrati seguendo la corrispondenza delle valvole (Fig. 9).
Fig. 9
Nel caso in cui non vengano cambiati i tipi di ugello, le regolazioni effettuate
garantiranno uno spandimento di liquido costante anche per trattamenti da effettuare
a pressioni di lavoro diverse.