Pag. 68, 68 d e finizione delle lavorazi oni – HEIDENHAIN iTNC 530 (340 49x-02) Pilot Manuale d'uso
Pagina 68
68
D
e
finizione delle lavorazi
oni
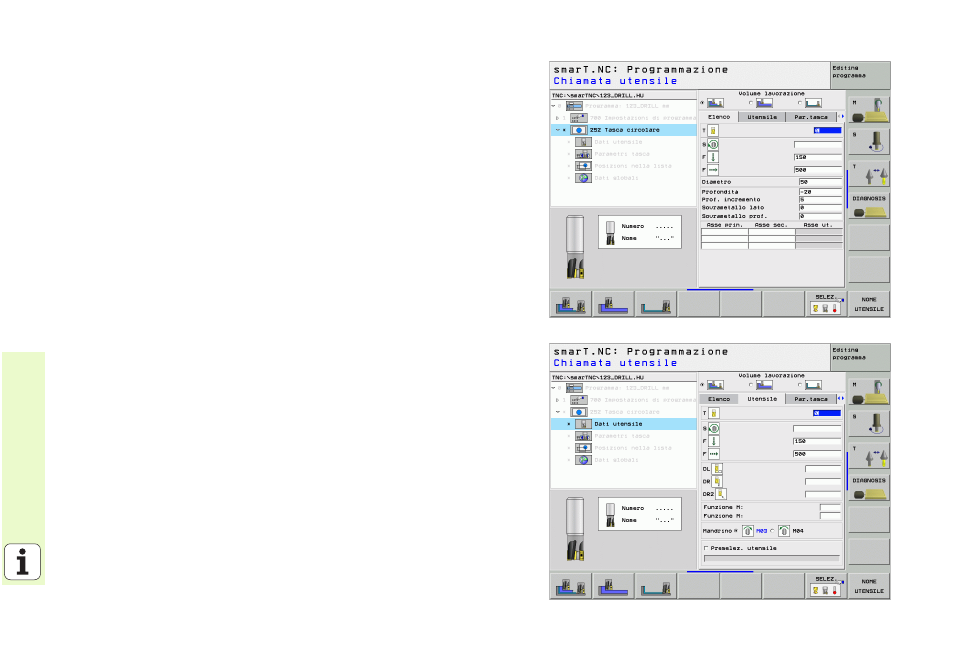
Unit 252 Tasca circolare
Parametri nel modulo Panoramica:
8
Tipo di lavorazione
: selezione tramite softkey di sgrossatura e
finitura, solo sgrossatura o solo finitura
8
T
: numero oppure nome utensile (commutabile tramite softkey)
8
S
: Numero di giri del mandrino [giri/min] o velocità di taglio [m/min]
8
F
: Avanzamento in accostamento in profondità [mm/min], FU [mm/giro]
o FZ [mm/dente]
8
F
: Avanzamento in fresatura [mm/min], FU [mm/giro] o FZ [mm/dente]
8
Diametro
: diametro pezzo finito della tasca circolare
8
Profondità
: profondità finale della tasca
8
Profondità di accostamento
: quota dei singoli accostamenti
dell’utensile
8
Sovrametallo laterale
: sovrametallo per finitura laterale
8
Sovrametallo profondità
: sovrametallo per finitura profondità
8
Posizioni di lavorazione (vedere "Definizione delle posizioni di
lavorazione" a pagina 111.)
Parametri aggiuntivi nel modulo di dettaglio Tool:
8
DL
: valore delta lunghezza per utensile T
8
DR
: valore delta raggio per utensile T
8
DR2
: valore delta raggio 2 (raggio dell'angolo) per utensile T
8
Funzione M
: Funzioni ausiliarie M qualsiasi
8
Mandrino
: senso di rotazione del mandrino. smarT.NC imposta di
serie M3
8
Preselezione utens.
: se necessario, numero dell'utensile successivo
per accelerare il cambio utensile (dipende dalla macchina)