H35 / n – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Manuale d'uso
Pagina 50
USO
3/10/99
MAX200
(Torcia per taglio manuale) Manuale dell’operatore
2-37
Il taglio continuativo di spessori superiori a 22 mm non è raccomandato.
* Se i cavi sono più lunghi di 15 m, incrementare la pressione di TEST di 0,34 bar per ogni 15 m di lunghezza extra
del cavo della torcia.
Torcia manuale PAC200T/PAC200E
Alluminio
200 amp. – plasma H35 / protezione N
2
Questa combinazione di gas (l’Hypertherm raccomanda una miscela composta per il 35% da idrogeno e
per il 65% da argon per il gas di plasma) fornisce una massima capacità di taglio dello spessore,
un’eccellente qualità del taglio ed un’eccellente saldabilità. L’uso di questa combinazione allunga la durata
dell’elettrodo.
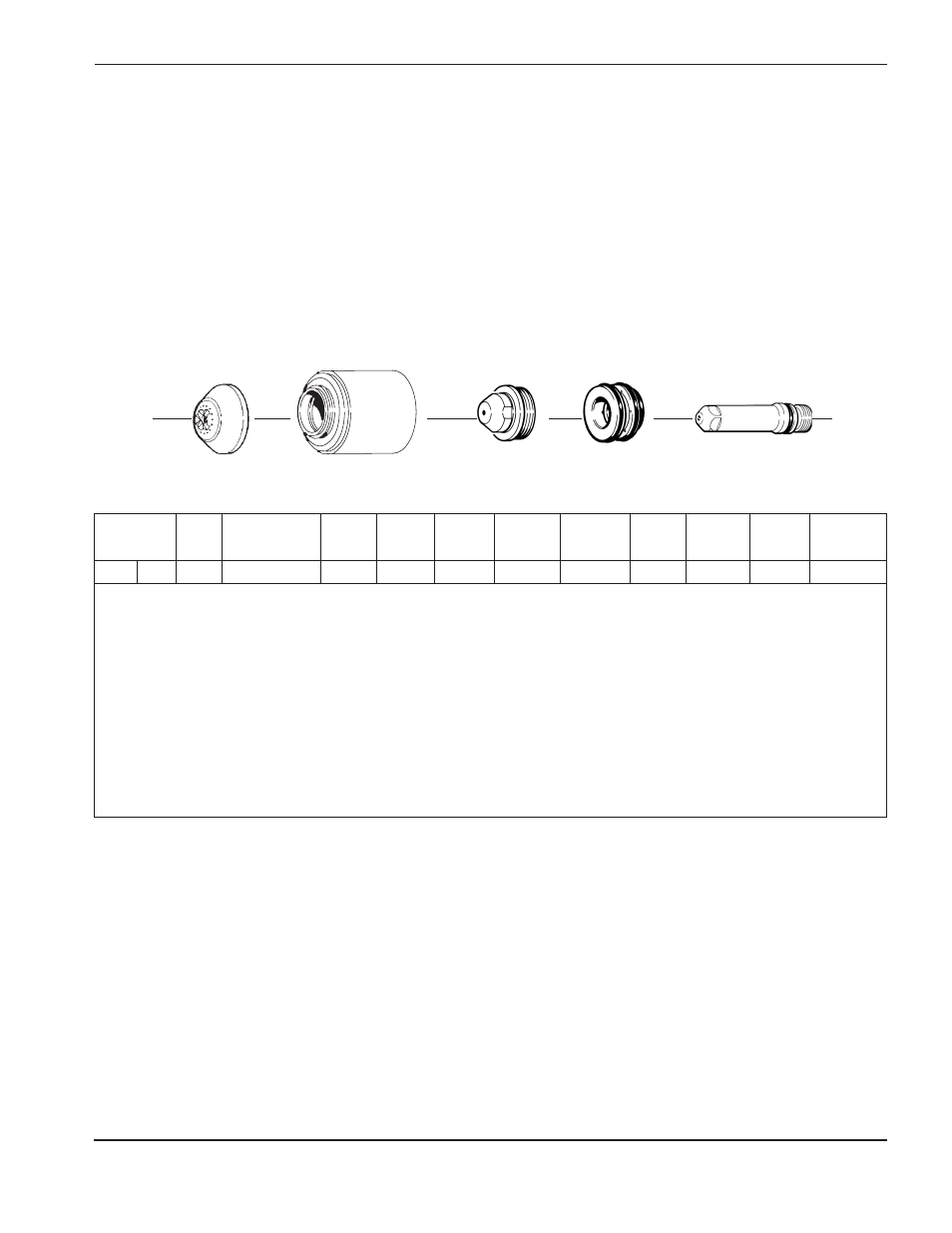
020918
Schermo
020608
Ugello
020915
Cappuccio di tenuta
020415
Elettrodo
020607
Anello diffusore
Spessore del
materiale
Tipo di
gas di
plasma
Pressione di
TEST/FUNZIONAMENTO
del gas di plasma
Tipo di
gas di
protezione
Pressione
del gas di
protezione
Distanza tra
torcia e
lamiera
Impostazione
della corrente
d’arco
Impostazione
della tensione
d’arco
Velocità di
taglio
Ritardo di
tempo
movimento
appross.
Pressione in
ingresso del
gas di plasma
Pressione in
ingresso del gas
di protezione
(pollici)
(mm)
(psi/bar)
(psi/bar)
(mm)
(amp.)
(volt)
(mm/min)
(sec.)
(psi/bar)
(psi/bar)
3⁄16"
5
H35
Test 36-40* / 2,5-2,8
N
2
70/4,8
5
200
130
4300
0,5
120/8,3
90/6,2
Run 62-66 / 4,3-4,5
1⁄4"
6
(70 SCFH /
(290 SCFH /
5
130
4000
1,0
3⁄8"
10
33 l/min)
136 l/min)
6
135
3000
2,0
1⁄2"
12
6
140
2550
2,0
5⁄8"
15
6
145
2000
2,5
3⁄4"
20
8
150
1500
2,5
7⁄8"
22
8
155
1250
2,5
1"
25
8
155
1000
1-1⁄4"
32
8
165
660
1-1⁄2"
38
6
170
460
1-3⁄4"
44
8
180
300
2"
50
8
185
180