Aria / aria – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Manuale d'uso
Pagina 33
Spessore del
materiale
Tipo di
gas di
plasma
Pressione di
TEST/FUNZIONAMENTO
del gas di plasma
Tipo di
gas di
protezione
Pressione
del gas di
protezione
Distanza tra
torcia e
lamiera
Impostazione
della corrente
d’arco
Impostazione
della tensione
d’arco
Velocità di
taglio
Ritardo di
tempo
movimento
appross.
Pressione in
ingresso del
gas di plasma
Pressione in
ingresso del gas
di protezione
(pollici)
(mm)
(psi/bar)
(psi/bar)
(mm)
(amp.)
(volt)
(mm/min)
(sec.)
(psi/bar)
(psi/bar)
USO
3/10/99
2-20
MAX200
(Torcia per taglio manuale) Manuale dell’operatore
Torcia manuale PAC200T/PAC200E
Acciaio al carbonio
100 amp. – plasma ad aria / protezione ad aria
Questa combinazione di gas fornisce una buona velocità di taglio, bassi livelli di bavatura ed è
estremamente economica. Può verificarsi una certa nitrurazione della superficie. Qualora questo
procedimento venisse usato su elevati spessori, raccomandiamo che questi non siano superiori a 10 mm.
Il taglio continuativo di spessori superiori a 15 mm non è raccomandato.
* Se i cavi sono più lunghi di 15 m, incrementare la pressione di TEST di 0,34 bar per ogni 15 m di lunghezza extra
del cavo della torcia.
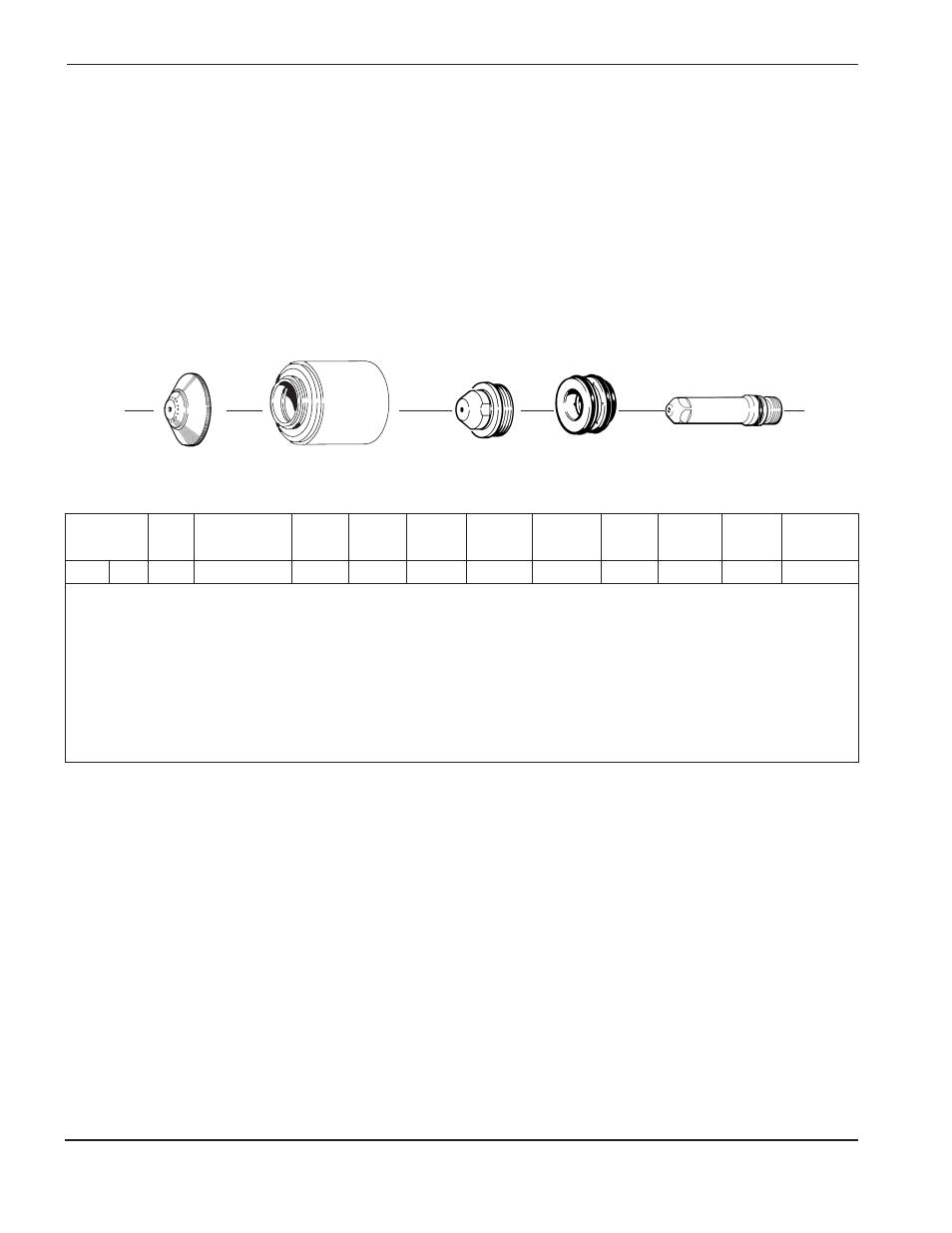
020919
Schermo
020611
Ugello
020915
Cappuccio di tenuta
120547
Elettrodo
020607
Anello diffusore
0,075"
2
Aria
Test 22-26* / 1,5-1,8
Aria
60/4,0
2
80
120
6050
90/6,2
90/6,2
Run 48-52 / 3,3-3,6
1⁄8"
3
Test 22-26* / 1,5-1,8
60/4,0
2
100
130
3050
0,5
Run 54-58 / 3,7-4,0
3⁄16"
5
(37 SCFH /
(270 SCFH /
3
130
2540
0,5
1⁄4"
6
17 l/min)
127 l/min)
3
135
2030
0,5
3⁄8"
10
3
140
1270
1,0
1⁄2"
12
3
140
890
1,5
5⁄8"
15
4
145
635
2,0
3⁄4"
20
5
150
510