Hypertherm HT4400 Manuale d'uso
Pagina 89
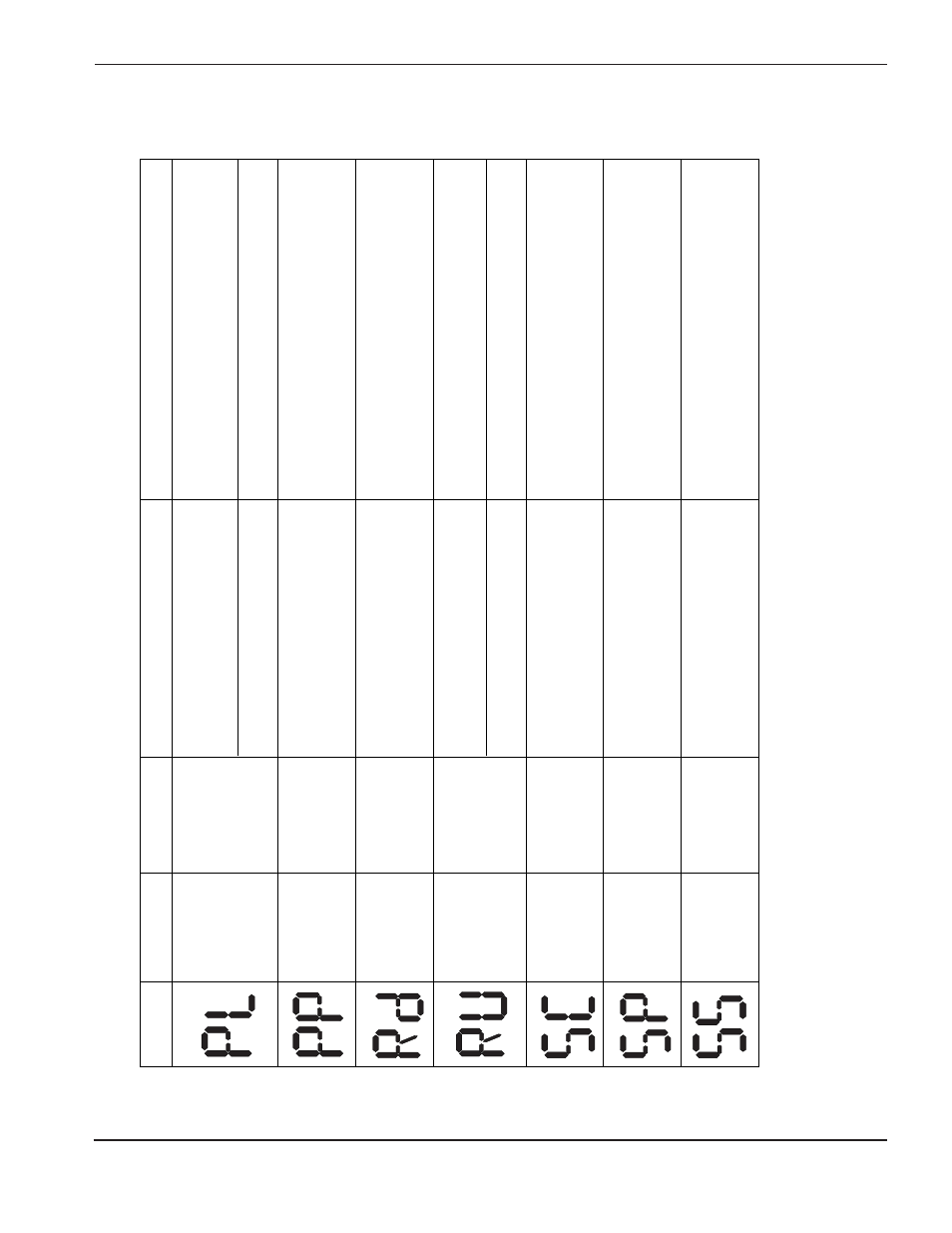
Display
Condizione
Effetto
Possibile causa
Soluzione
Alimentazione errata
Verificare che la portata del fusibile principale di circuito, la
tensione in ingresso e la sezione del cavo di alimentazione
siano corrette. Verificare che le connessioni siano ben strette.
Avaria contattore
Sostituire il contattore o i contatti. I contatti del contattore non
devono essere molto vaiolati.
Errore di pressione
preflusso plasma
Il taglio
è
disabilitato
La pressione di preflusso del plasma non
è
compresa tra 0,69 e 9,65 bar (punti di
regolazione del pressostato) prima dell
’inizio
del taglio
Controllare la pressione di ingresso del gas. Controllare le
impostazioni della pressione sulla valvola. Controllare che non
vi siano perdite o ostruzioni nei tubi. Vedere Prove di perdita
nella Sezione 4.
Perdita di corrente
durante la chiusura
graduale
Uscita errore attiva
La torcia esce dalla lamiera
Cambiare il programma per impedire che l
’arco perda il
contatto con la lamiera.
Tensione di alimentazione insufficiente
Verificare che la portata del fusibile principale di circuito, la
tensione in ingresso e la sezione del cavo di alimentazione
siano corrette. Verificare che le connessioni siano ben strette.
La torcia esce dalla lamiera
Cambiare il programma per impedire che l
’arco perda il
contatto con la lamiera.
Errore pressione di
taglio del gas di
protezione
Il taglio
è
disabilitato
La pressione di taglio del gas di protezione non
è
compresa tra 2,07 e 9,65 bar (punti di
regolazione del pressostato) durante il taglio
Controllare la pressione di ingresso del gas. Controllare le
impostazioni della pressione sulla valvola. Controllare che non
vi siano perdite o ostruzioni nei tubi. Vedere Prove di perdita
nella Sezione 4.
Errore pressione
preflusso del gas si
protezione
Il taglio
è
disabilitato
La pressione di preflusso del gas di protezione
non
è
compresa tra 1,03 e 9,65 bar (punti di
regolazione del pressostato) prima dell
’inizio
del taglio
Controllare la pressione di ingresso del gas. Controllare le
impostazioni della pressione sulla valvola. Controllare che non
vi siano perdite o ostruzioni nei tubi. Vedere Prove di perdita
nella Sezione 4.
Errore segnale di
avvio (START)
Il taglio viene
impedito
Il sistema
è
stato alimentato mentre c
’era un
comando di avvio (START) proveniente dal
CNC
Eliminare il segnale di avvio (START). Il sistema attende il
comando di avvio (START) successivo.
Perdita di corrente
durante l
’apertura
graduale
Il taglio si interrompe
–
Uscita errore attiva
Errore di perdita
di fase
Il contattore
principale si chiude,
quindi si apre. Il
taglio si interrompe
MANUTENZIONE
HT4400
Manuale di istruzioni
5-9
4
Individuazione dei guasti tramite i codici di errore – 2 di 3