Prestazioni e dati di processo -13, Prestazioni e dati di processo, Funzionamento – Hypertherm HT4400 Manuale d'uso
Pagina 62
FUNZIONAMENTO
2
HT4400
Manuale di istruzioni
4-13
Prestazioni e dati di processo
Prima del taglio, controllare tutte le impostazioni e le regolazioni nonchè
i componenti torcia danneggiati ed i ricambi torcia usurati.
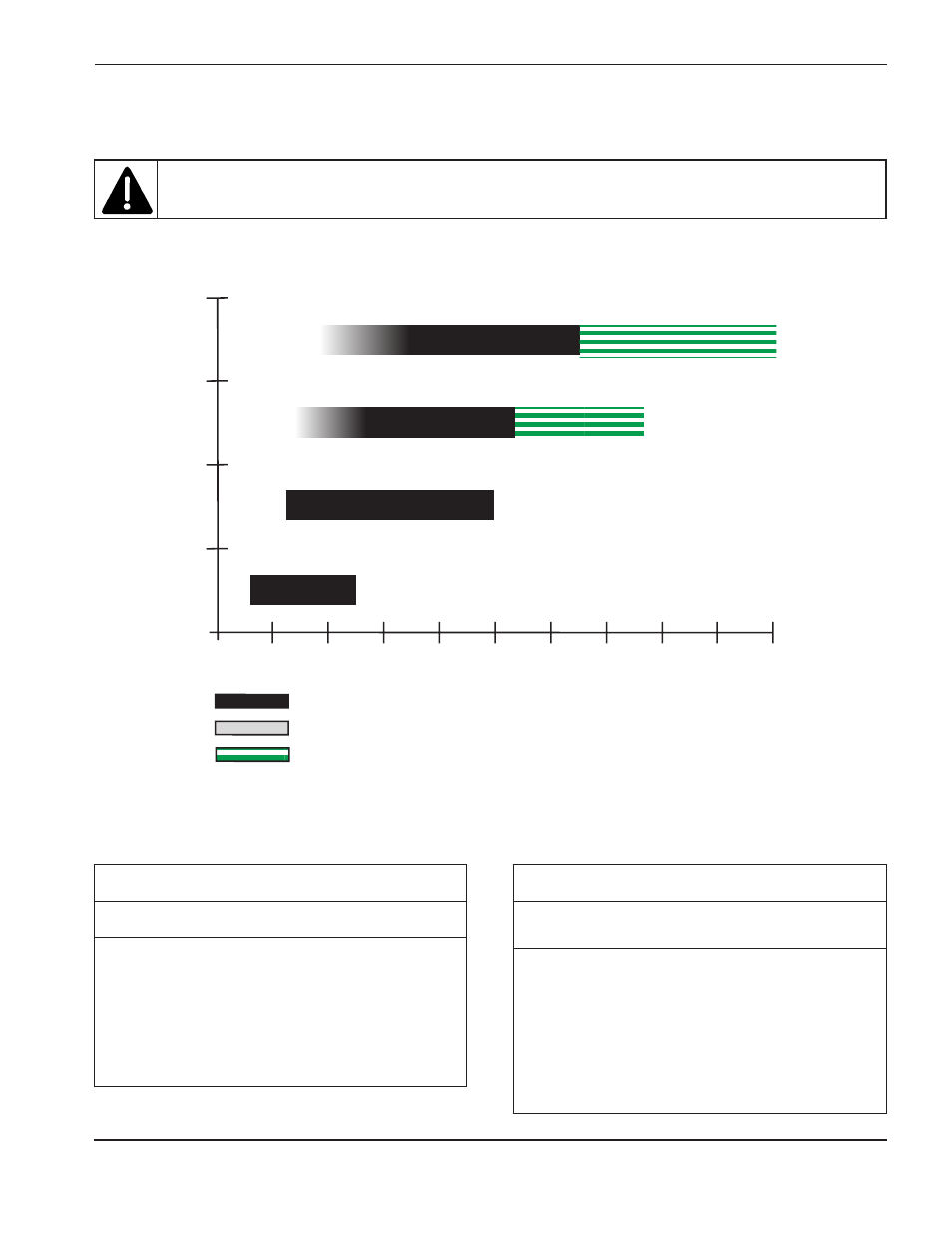
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Pressione approssimativa durante il taglio
Processo
PG1
PG2
100A O
2
/Aria
76
17
200A O
2
/Aria
56
32
300A O
2
/Aria
72
35
400A O
2
/Aria
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Larghezza del taglio Processi O
2
/Aria
Spessore
100A
200A
300A
400A
(mm)
(mm)
(mm)
(mm)
(mm)
4,8
1,4
6,4
1,6
2,4
9,5
1,8
2,8
2,7
3,3
12,7
3,0
3,0
3,4
19
3,2
3,3
3,8
25,4
3,5
4,2
Riepilogo delle prestazioni del taglio su acciaio al carbonio
con plasma a ossigeno
Massima qualità di taglio (assenza virtualmente totale di bava, angolarità di taglio minima)
Buona qualità di taglio (assenza virtualmente totale di bava, possibile aumento dell’angolarità di taglio)
Il taglio deve iniziare dal bordo.
I risultati possono variare in funzione delle prestazioni di movimento della macchina e delle caratteristiche del materiale.
Spessore (inch/
mm)