Gas plasma / o, Ed n, Protezione 50 a taglio – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuale d'uso
Pagina 41
USO
11/23/98
HD3070
(consolle del gas automatica) Manuale di istruzioni
2-27
PAC186
Acciaio al carbonio
O
2
Gas plasma / O
2
ed N
2
Protezione
50 A Taglio
Le pressione in entrata dei gas O
2
(P1)# ed N
2
(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O
2
ed N
2
per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
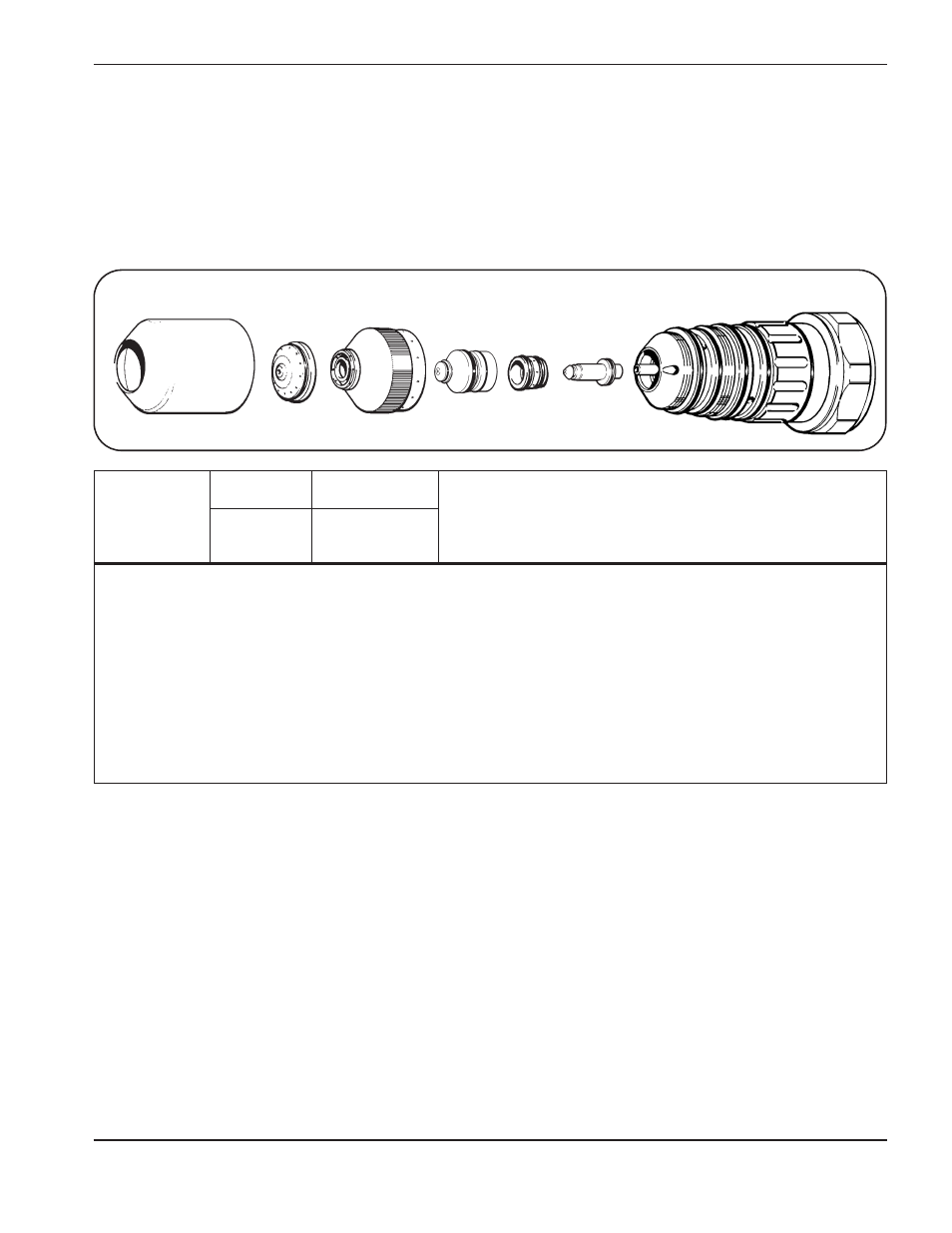
Protezione
020671
Ugello
020646
Elettrodo
120112
Cappuccio interno
020633
Anello
diffusore
020637
Torcia PAC186
120349
Cappuccio schermato
020634/020687
Valori di portata*
Valori di portata
prova preflusso %
prova taglio %
Distanza
Altezza
Spessore
Preflusso
Protezione
Plasma
Tensione
torcia
Velocità
iniziale di
Ritardo di
del materiale
O
2
&
N
2
O
2
N
2
O
2
d’arco
lamiera**
di corsa
sfondamento
sfondamento
(GA) (Pòll)
(mm)
(1)#
(2)#
(3)# (4)#
(5)# (6)#
(V)
(mm)
(m/min.)
(mm)
(quadr.) (sec.)
22
0,030
0,8
5
75
40
0
40
—
103
1,0
6,86
1,5
0
0
20
0,036
0,9
40
40
103
1,0
5,33
1,5
0
0
18
0,048
1,3
40
40
104
1,0
4,06
1,5
0
0
16
0,060
1,5
40
40
109
1,3
3,05
2,0
0
0
14
0,075
1,9
40
40
113
1,3
2,54
2,0
0
0
12
0,105
2,7
40
40
119
1,3
1,91
2,5
0
0,1
10
0,135
3,4
40
40
122
1,5
1,40
2,5
,5
0,2
3⁄16
4,8
40
40
124
1,5
1,14
2,5
1
0,3
1⁄4
6,4
60
60
127
2,0
0,90
3,0
2
0,5