Miglioramenti ulteriori -19 – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuale d'uso
Pagina 33
USO
18
HD3070
(consolle del gas automatica) Manuale di istruzioni
2-19
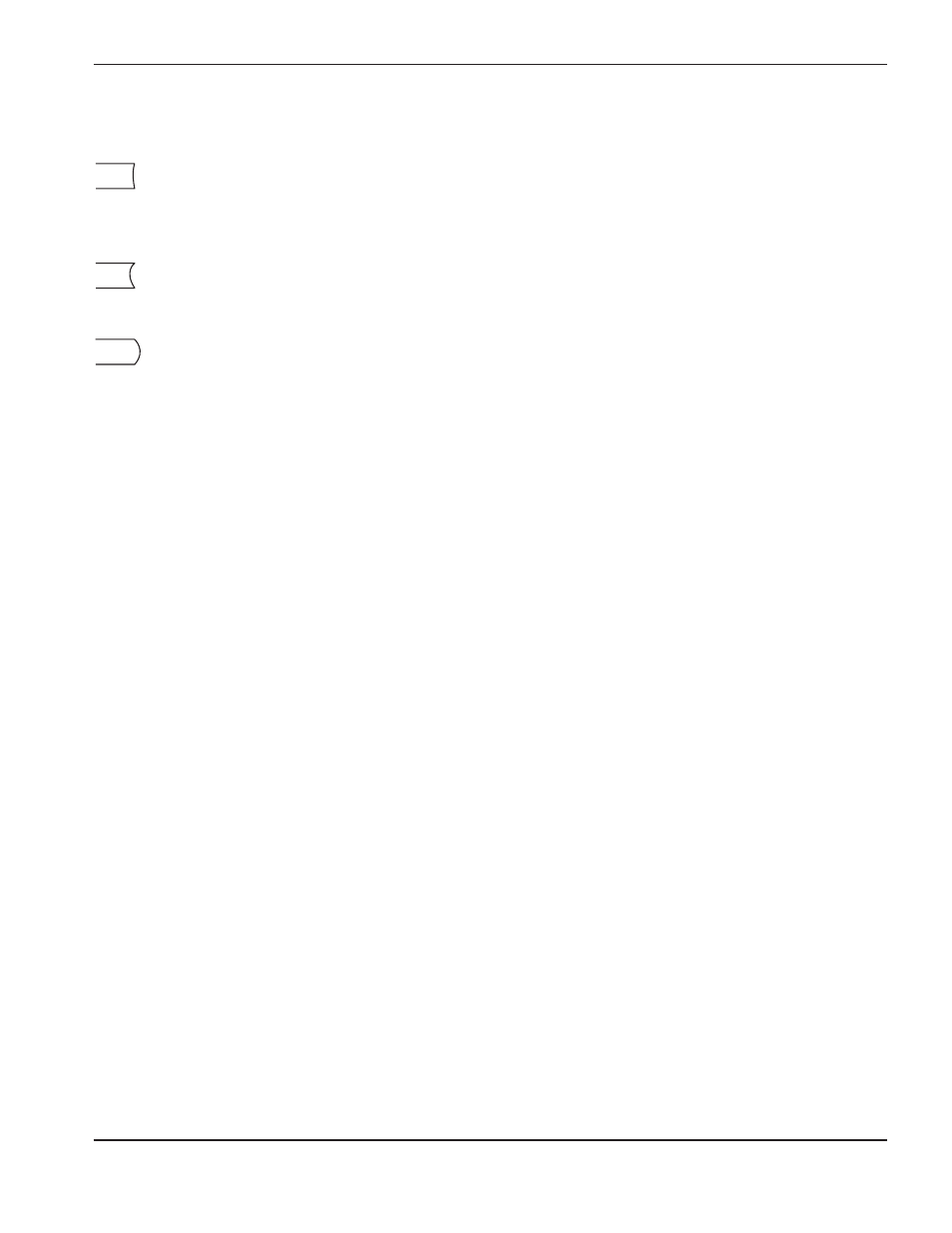
Planarità della superficie di taglio
La conformazione tipica di una superficie di taglio plasma è leggermente concava.
La superficie di taglio può diventare ancora più concava oppure convessa. Per mantenere la superficie
di taglio più piana possibile è necessario usare un’altezza della torcia corretta.
Una superficie di taglio fortemente concava si ottiene quando la distanza torcia-lamiera è troppo piccola.
Per aumentare la distanza torcia-lamiera e raddrizzare la superficie del taglio occorre aumentare la
tensione dell’arco.
Una superficie di taglio convessa si ottiene quando la distanza torcia-lamiera è troppo grande oppure
quando la corrente di taglio è troppo elevata. In questo caso occorre, per prima cosa, ridurre la tensione
dell’arco; quindi ridurre la corrente di taglio. Se sono possibili più correnti di taglio per un dato spessore,
provare ad usare i consumabili progettati per la corrente di taglio più bassa.
Miglioramenti ulteriori
Alcuni di questi miglioramenti richiedono dei compromessi, come descritto.
Levigatezza della superficie di taglio (finitura superficiale)
• (Solo HyDefinition e HT4400) Sull’acciaio dolce, una maggiore concentrazione di N
2
nella miscela O
2
-N
2
di
protezione può produrre una superficie di taglio più levigata.
Compromesso: Si può produrre più bava.
• (Solo HyDefinition e HT4400) Sull’acciaio dolce, una maggiore concentrazione di O
2
nella miscela O
2
-N
2
di
protezione può consentire un aumento della velocità di taglio e una riduzione della quantità di bava.
Compromesso: Si può produrre una superficie di taglio più rugosa.
Sfondamento
• Il ritardo di sfondamento deve essere sufficientemente lungo in modo che l’arco possa sfondare il materiale
prima che la torcia inizi a muoversi, ma non troppo lungo da rendere l’arco instabile; infatti se il foro di
sfondamento è troppo grande, l’arco diviene instabile perché passa da un bordo all’altro del foro.
• Un maggiore preflusso del gas di protezione può aiutare a soffiare via il metallo fuso durante lo
sfondamento.
Compromesso: Questo può ridurre l’affidabilità di innesco.
Nota:
Quando si esegue uno sfondamento sullo spessore massimo, l’anello di bava che si forma
può essere sufficientemente alto da toccare la torcia quando essa inizia a muoversi dopo il
completamento dello sfondamento. Per eliminare la vibrazione della torcia conseguente al
contatto tra la torcia e l’anello di bava, si può effettuare lo sfondamento mentre la torcia si
muove.
Come aumentare la velocità di taglio
• Diminuire la distanza tra torcia e lamiera.
Compromesso: Si ha un aumento dell’angolo di taglio negativo.
Nota:
La torcia non deve toccare la lamiera durante lo sfondamento o il taglio.