HEIDENHAIN TNC 620 (340 56x-01) Manuale d'uso
Pagina 143
HEIDENHAIN TNC 620
143
5.4 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
Esempio: formato del blocco con vettori normali e orientamento
utensile
L'avanzamento F e la funzione ausiliaria M possono essere inseriti e
modificati nel modo operativo EDITING PROGRAMMA.
Le coordinate del punto finale della retta e i componenti del vettore
normale vengono calcolati dal sistema CAM.
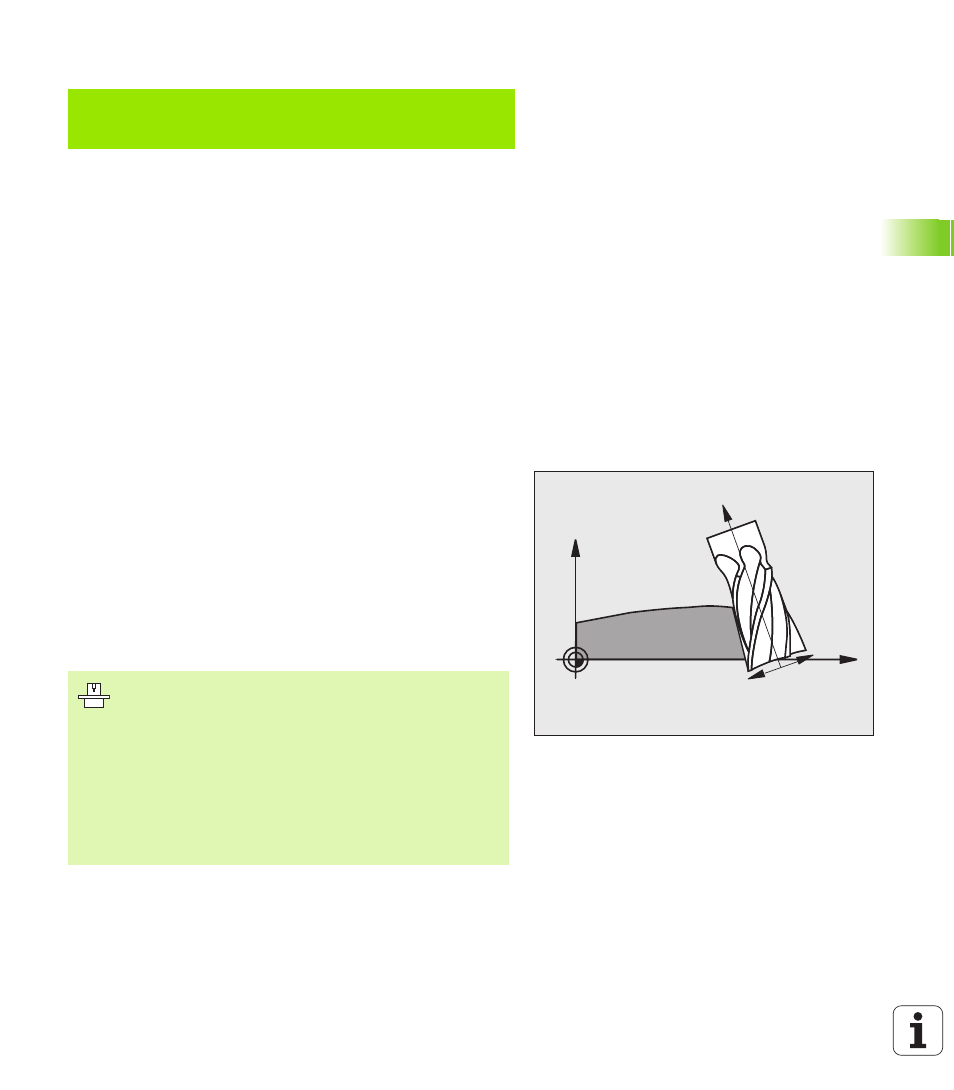
Peripheral Milling: correzione tridimensionale
del raggio con orientamento utensile
Il TNC sposta l'utensile in direzione normale rispetto alla direzione di
movimento e in direzione normale rispetto alla direzione utensile, della
somma dei delta DR (tabella utensili e TOOL CALL). La direzione della
correzione è determinata dalla correzione del raggio RL/RR (vedere
figura, direzione Y+). Per far sì che il TNC possa raggiungere
l'orientamento utensile previsto, occorre attivare la funzione M128
(vedere "Position der Werkzeugspitze beim Positionieren von
Schwenkachsen beibehalten (TCPM): M128 (Software-Option 2)" a
pagina 308) e successivamente la correzione del raggio utensile. Il
TNC posiziona quindi gli assi rotativi della macchina in automatico, in
modo tale che l'utensile raggiunga l'orientamento previsto con la
correzione attiva.
LN X+31,737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ–0,8764339
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN
:
Retta con correzione 3D
X, Y, Z
:
Coordinate corrette del punto finale della retta
NX, NY, NZ
:
Componenti del vettore normale
TX, TY, TZ
:
Componenti dei vettori normali per l'orientamento
utensile
F
:
Avanzamento
M
:
Funzione ausiliaria
X
Z
RL
RR
Questa funzione è possibile solo su macchine per cui si
possono definire gli angoli solidi di configurazione assi
orientabili. Consultare il manuale della macchina.
Il TNC non può posizionare gli assi rotativi in automatico
su tutte le macchine. Consultare il manuale della
macchina.
Tenere presente che il TNC esegue una correzione con i
valori delta definiti. Un raggio utensile R definito nella
tabella utensili non influisce in alcun modo sulla
correzione.