HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 91
75
HEIDENHAIN TNC 410, TNC 426, TNC 430
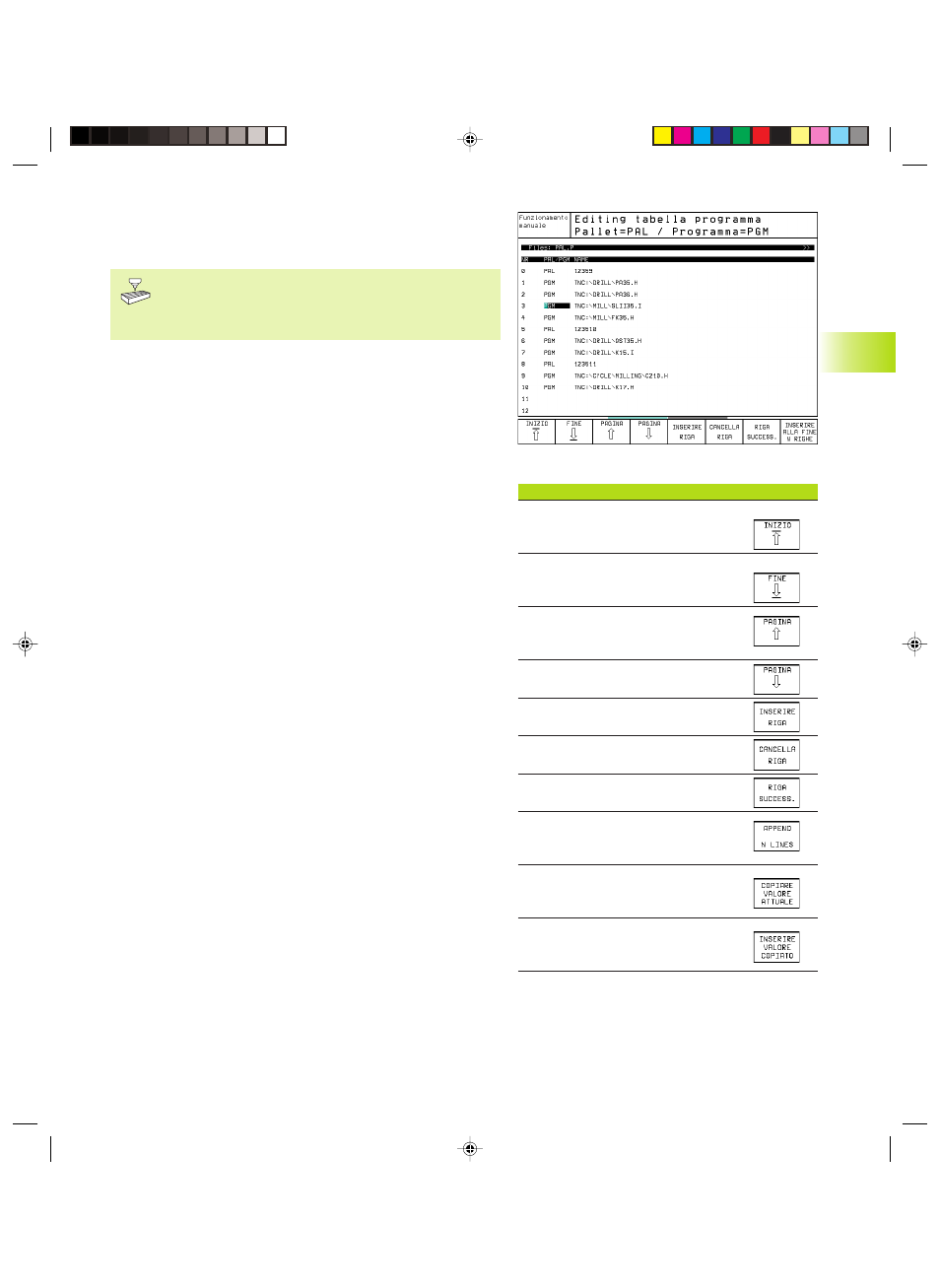
Funzione
Softkey
Selezione dell’inizio della tabella
Selezione della fine della tabella
Selezione pagina precedente della
tabella
Selezione pagina successiva della tabella
Inserimento di una riga a fine tabella
Cancellazione di una riga a fine tabella
Selezione inizio della riga successiva
Aggiungere il numero di righe
inseribili alla fine della tabella
Copiatura campo evidenziato in chiaro
(2º livello softkey)
Inserimento del campo copiato
(2º livello softkey)
4.13
Gestione dei pallet (non sul
TNC 41
0)
4.13 Gestione dei pallet
(non sul TNC 410)
La gestione pallets è una funzione dipendente dalla
macchina. Qui di seguito vengono descritte tutte le
funzioni standard. Consultare anche il Manuale della
macchina.
Le Tabelle pallets vengono utilizzate nei centri di lavorazione con
cambio automatico del pallet: la Tabella pallets chiama per i vari
pallets i relativi programmi di lavorazione e attiva gli spostamenti
dell'origine da Tabelle origini.
Le Tabelle pallets possono essere utilizzate anche per eseguire in
sequenza differenti programmi con diverse origini.
Le Tabelle pallets contengono i seguenti dati:
■
PAL/PGM (introduzione obbligatoria): identificazione del pallet o
del programma NC (da selezionarsi rispettivamente con il tasto
ENT e NO ENT)
■
NOME (introduzione obbligatoria): nome del pallet o del
programma. I nomi dei pallet vengono definiti da Costruttore della
macchina (consultare il Manuale della macchina). I nomi dei
programmi devono essere memorizzati nella stessa directory
della Tabella pallet, altrimenti occorre introdurre il nome completo
del percorso del programma
■
ORIGINE (introduzione a propria scelta): nome della tabella origini.
Le tabelle origini devono essere memorizzate nella stessa
directory della Tabella pallet, altrimenti occorre introdurre il nome
completo del percorso della Tabella origini. Le origini dalla Tabella
origini si attivano nel programma NC con il Ciclo 7
SPOSTAMENTO ORIGINI
■
X, Y, Z (introduzione a scelta, ulteriori assi possibili): nei nomi
pallet le coordinate programmate si riferiscono all'origine della
macchina, mentre nei programmi NC le coordinate programmate
si riferiscono all'origine del pallet. Queste introduzioni
sovrascrivono l'origine impostata per ultima nel modo operativo
INSERIMENTO MANUALE. Con la funzione M104 si può riattivare
l'origine precedente. Con il tasto ”CONFERMA POSIZIONE
REALE”, il TNC apre una finestra con la quale si possono far
registrare dal TNC vari punti quali origini (vedere pagina
successiva):
EKAP4.PM6
28.06.2006, 14:46
75