4 t raiet to rie - coor dinat e car tesiane – HEIDENHAIN TNC 426B (280 472) ISO programming Manuale d'uso
Pagina 117
101
HEIDENHAIN TNC 410, TNC 426, TNC 430
Retta in rapido G00
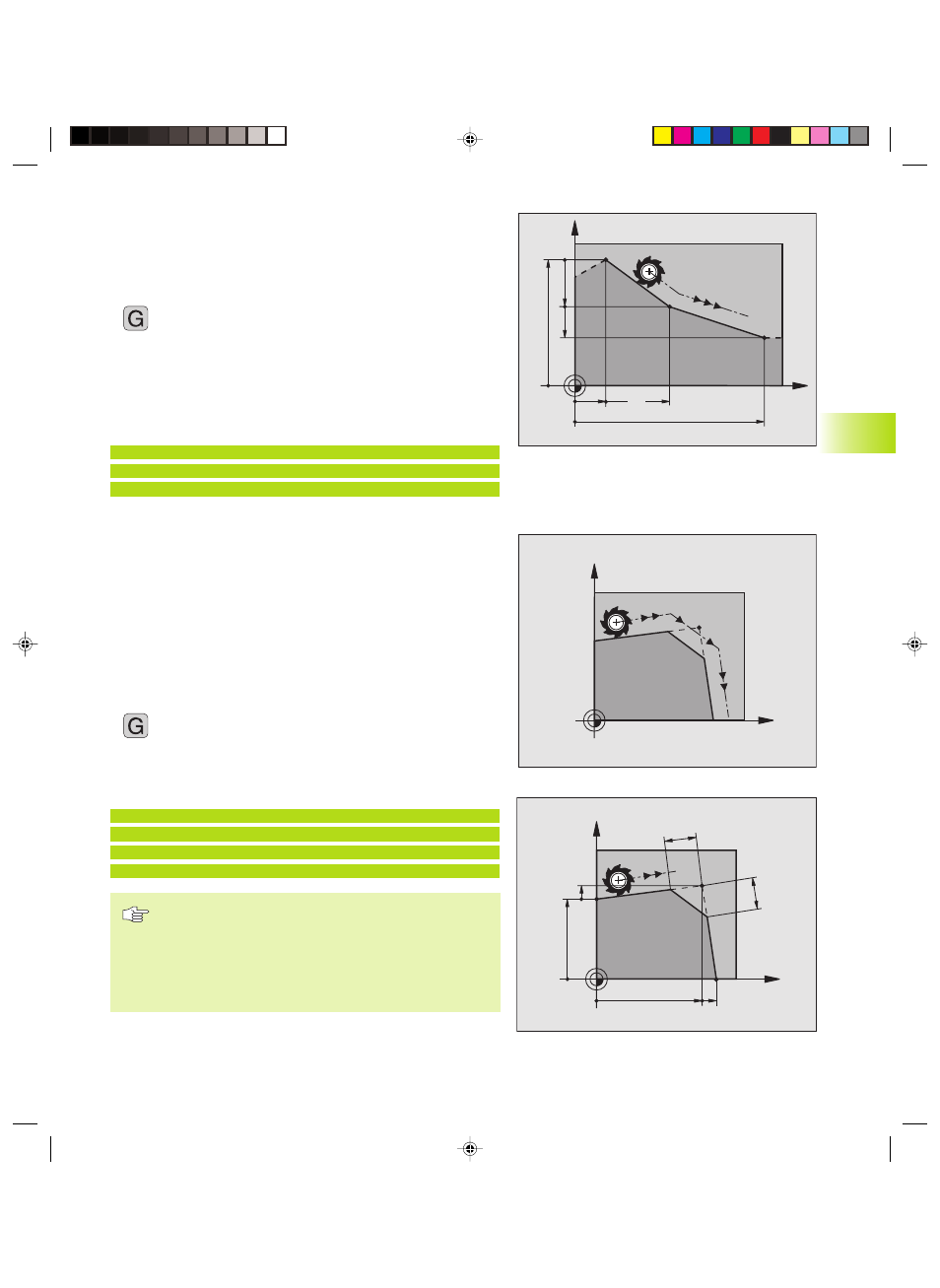
Retta con avanzamento G01 F .
Il TNC sposta l’utensile su una retta dalla sua posizione attuale al
punto finale della retta. Il punto di partenza corrisponde al punto
finale del blocco precedente.
1
ú
Inserire le COORDINATE del punto finale della retta
Ove necessario:
ú
Correzione del raggio G40/G41/G42
ú
Avanzamento F
ú
FUNZIONE AUSILIARIA M
Esempi di blocchi NC
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Inserimento di uno smusso tra due rette
Gli spigoli di un profilo che risultano dall’intersezione di due rette,
possono essere smussati.
■
Nei blocchi lineari prima e dopo il blocco G24 si devono
programmare entrambe le coordinate del piano nel quale verrà
eseguito lo smusso
■
La correzione del raggio prima e dopo il blocco G24 deve essere
uguale
■
Lo smusso deve poter essere eseguito con l’utensile attuale
24
ú
Confermare la selezione con il tasto ENT
ú
SMUSSO: inserire la lunghezza dello smusso
ú
Avanzamento F (attivo solo nel blocco G24)
Esempi di blocchi NC
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 *
N100 X+5 G90 Y+0 *
La lavorazione del profilo non può iniziare con un blocco G24!
Gli smussi possono essere eseguiti solo nel piano di lavoro.
L’avanzamento durante lo smusso corrisponde
all’avanzamento precedentemente programmato.
Lo spigolo tagliato dallo smusso non viene toccato.
6
.4
T
raiet
to
rie - Coor
dinat
e car
tesiane
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
GKAP6.PM6
28.06.2006, 14:46
101