Acciaio al carbonio, Plasma ad o, Protezione ad aria 80 a taglio – Hypertherm HPR260 Manual Gas Manuale d'uso
Pagina 97
1
FUNZIONAMENTO
HPR260 per taglio manuale
Manuale di istruzioni
4-13
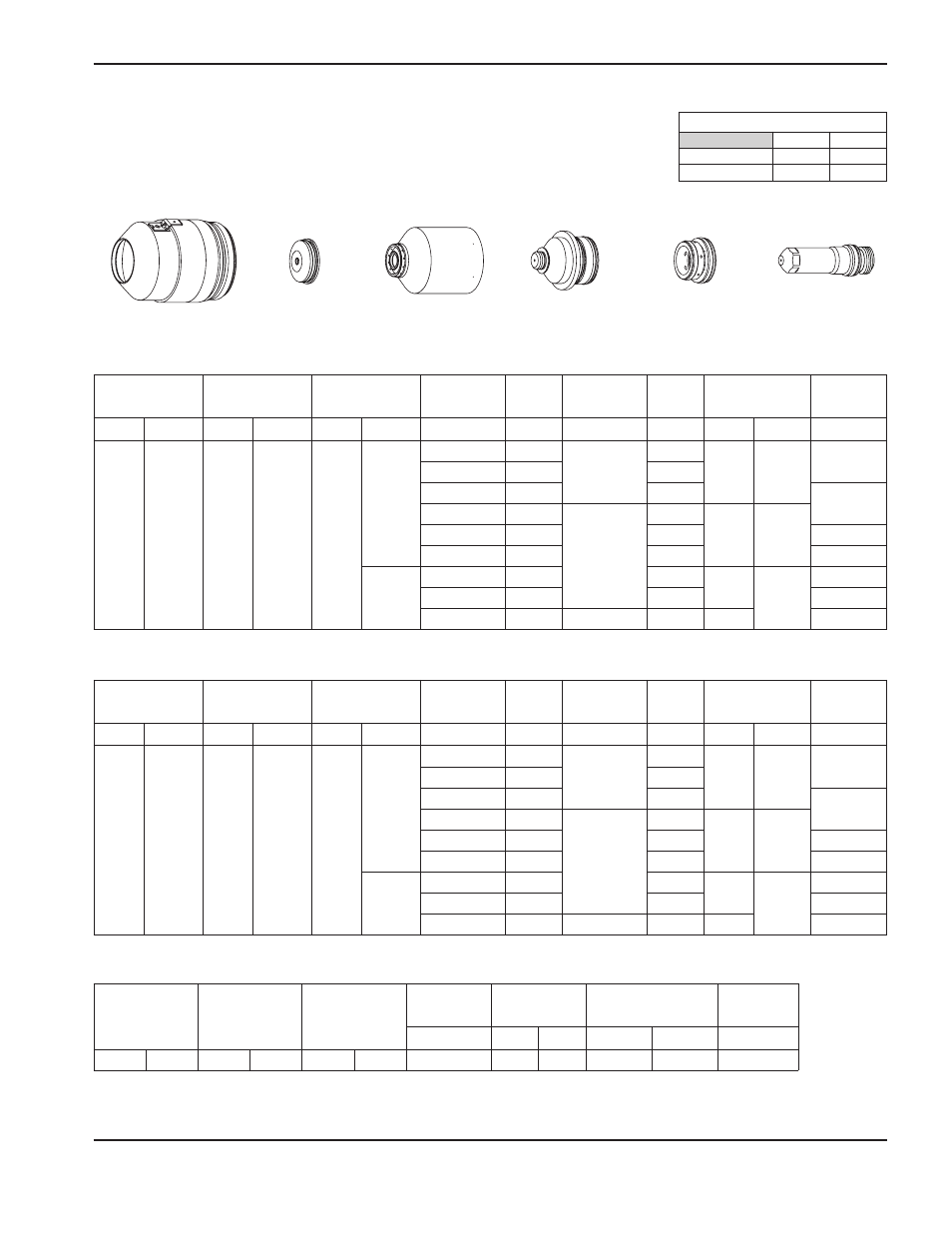
Acciaio al carbonio
Plasma ad O
2
/ Protezione ad Aria
80 A Taglio
Metrico
Inglese
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
pollici/min
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6 350
250
130
Marcatura
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
fattore %
sec.
O
2
Aria
50
30
72
30
2
112
2,5
9 810
3,8
150
0,1
2,5
115
7 980
3
117
6 145
0,2
4
120
2,0
4 300
4,0
200
6
123
3 045
0,3
10
127
1 810
0,5
15
12
130
1 410
5,0
250
0,7
15
133
1 030
0,8
20
135
2,5
545
6,3
0,9
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
poll.
V
poll.
pollici/min
poll.
fattore %
sec.
O
2
Aria
50
30
72
30
0.075
112
0.100
400
0.150
150
0.1
0.105
115
290
0.135
117
180
0.2
3/16
120
0.080
155
0.160
200
1/4
123
110
0.3
3/8
127
75
0.5
15
1/2
130
50
0.200
250
0.7
5/8
133
37
0.8
3/4
135
0.100
25
0.250
0.9
Portata di flusso – l/min / scfh
O
2
Aria
Preflusso
0 / 0
76 / 161
Flusso di taglio
23 / 48
41 / 87
220189
220173
220187
220176
220179
220188