Ciclo misurazione sbilanciamento, 3 f unzioni di sbilanciament o – HEIDENHAIN TNC 640 (34059x-01) Manuale d'uso
Pagina 437
HEIDENHAIN TNC 640
437
13.3 F
unzioni di sbilanciament
o
Ciclo Misurazione sbilanciamento
Per eseguire le lavorazioni di tornitura in modo corretto e sicuro, è
necessario controllare lo sbilanciamento del pezzo serrato e
compensare con il peso idoneo. Il TNC mette a disposizione a tale
scopo il ciclo "Misurazione sbilanciamento". Il ciclo Misurazione
sbilanciamento determina lo sbilanciamento del pezzo e calcola la
massa e la posizione di un peso di compensazione.
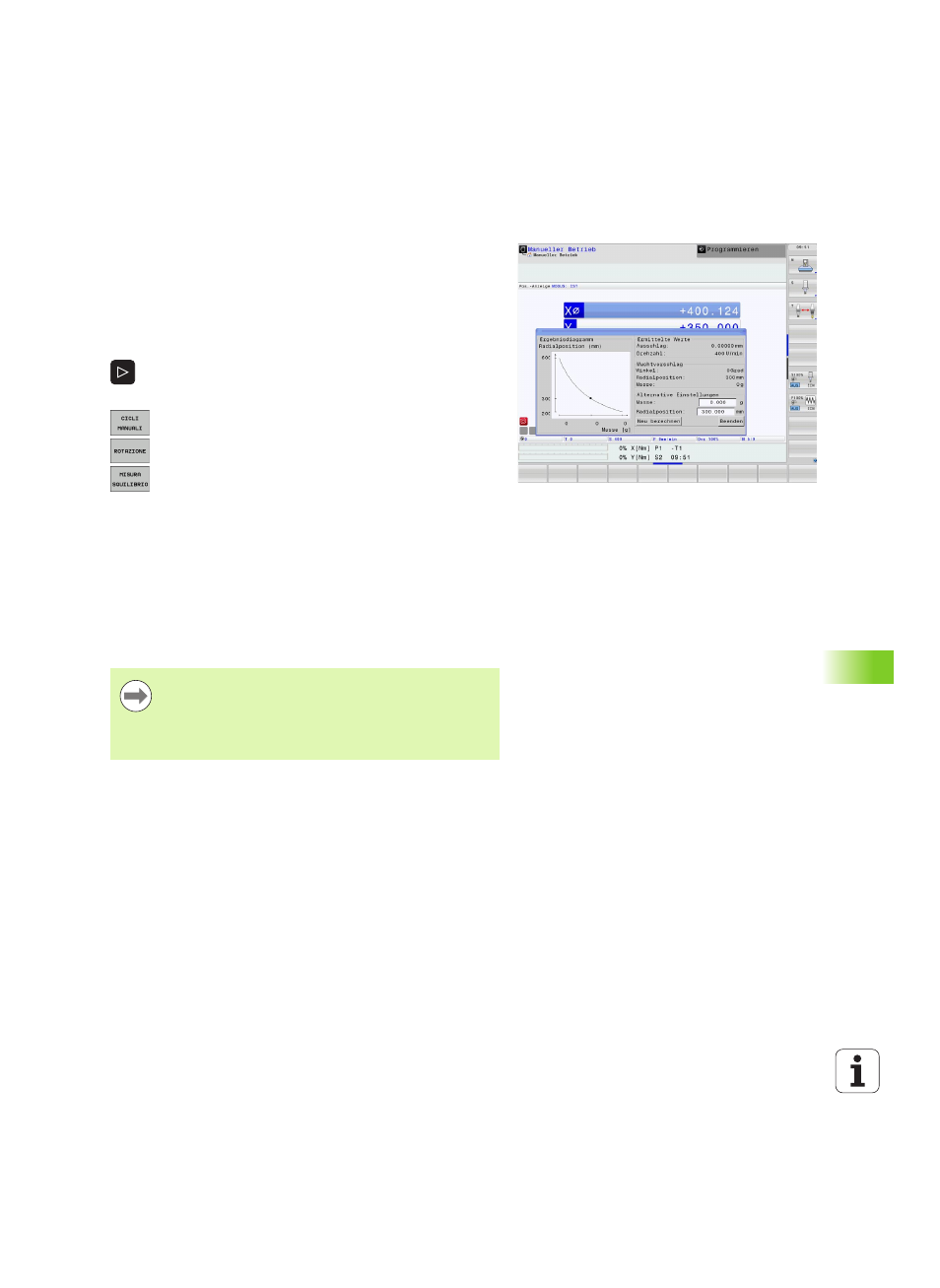
Determinazione dello sbilanciamento
U
Commutare il livello softkey in Funzionamento
manuale
U
Selezionare il softkey CICLI MANUALI
U
Selezionare il softkey TORNIRE
U
Selezionare il softkey MISURA SBILANC.
U
Inserire il numero di giri per rilevamento
sbilanciamento
U
Premere Avvio NC: il ciclo avvia la rotazione della
tavola con basso numero di giri e lo aumenta
gradualmente fino a raggiungere il numero di giri
predefinito. Il TNC apre una finestra in cui vengono
visualizzate la massa calcolata e la posizione radiale
del peso di compensazione.
Se si intende utilizzare un'altra posizione radiale o una massa diversa
per il peso di compensazione, è possibile sovrascrivere uno dei due
valori e ricalcolare l'altro valore.
Controllare lo sbilanciamento dopo il serraggio di un peso di
compensazione ripetendo la misurazione.
A volte può risultare necessario dover posizionare in punti
diversi due o più pesi di compensazione al fine di
correggere lo sbilanciamento.