HEIDENHAIN TNC 640 (34059x-01) Manuale d'uso
Pagina 406
406
Programmazione: lavorazione a più assi
1
1
.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
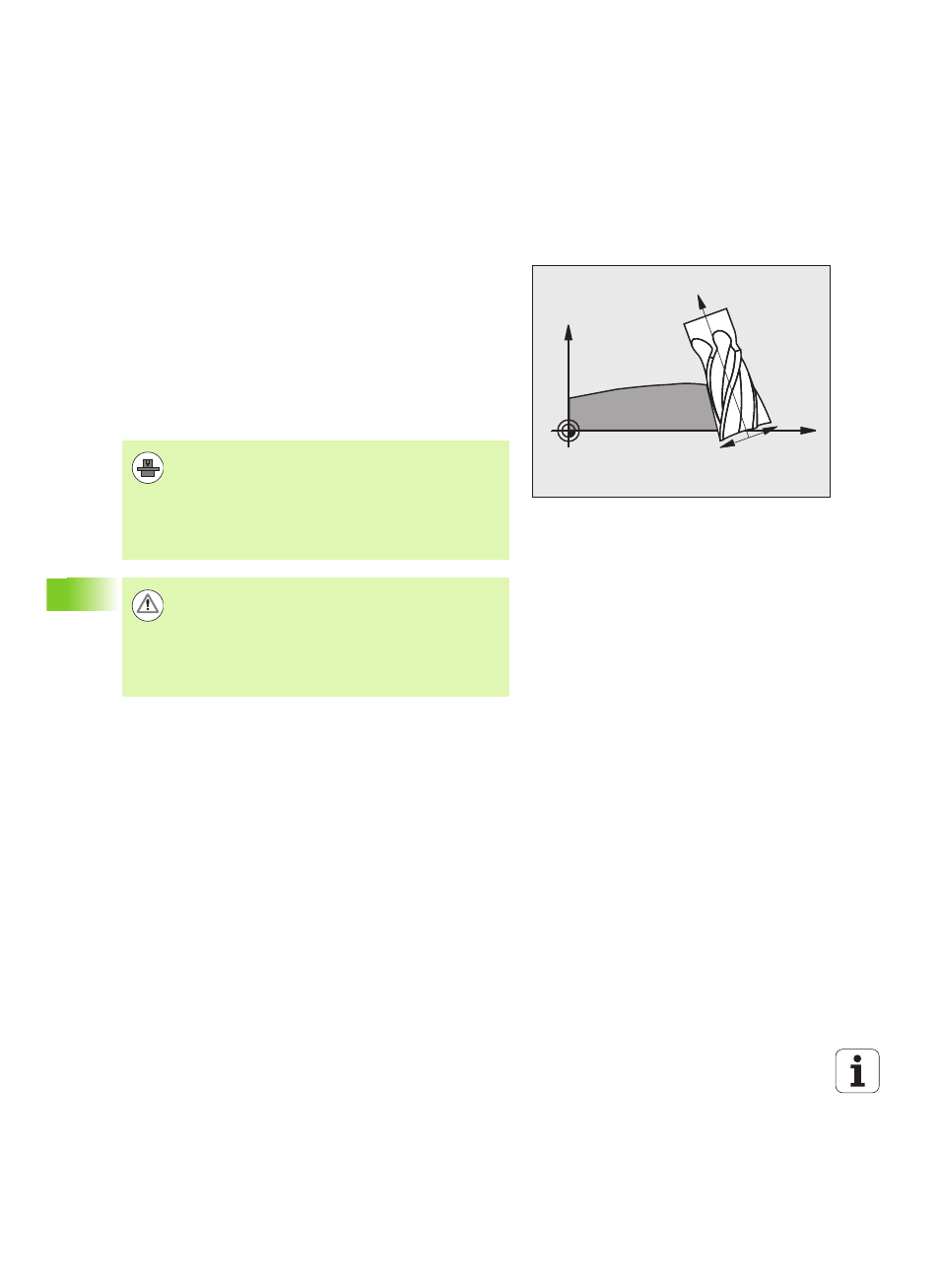
Peripheral Milling: correzione tridimensionale
del raggio con TCPM e correzione raggio (RL/RR)
Il TNC sposta l'utensile in direzione normale rispetto alla direzione di
movimento e in direzione normale rispetto alla direzione utensile, della
somma dei delta DR (tabella utensili e TOOL CALL). La direzione della
correzione è determinata dalla correzione del raggio RL/RR (vedere
figura, direzione Y+). Per far sì che il TNC possa raggiungere
l'orientamento utensile previsto, occorre attivare la funzione M128
(vedere "Mantenimento della posizione della punta dell'utensile nel
posizionamento di assi rotativi (TCPM): M128 (opzione-software 2)" a
pagina 392) e successivamente la correzione del raggio utensile. Il
TNC posiziona quindi gli assi rotativi della macchina in automatico, in
modo tale che l'utensile raggiunga l'orientamento previsto con la
correzione attiva.
X
Z
RL
RR
Il TNC non può posizionare gli assi rotativi in automatico
su tutte le macchine. Consultare il manuale della
macchina.
Tenere presente che il TNC esegue una correzione con i
valori delta definiti. Un raggio utensile R definito nella
tabella utensili non influisce in alcun modo sulla
correzione.
Attenzione Pericolo di collisione!
Nelle macchine, i cui assi rotativi consentono unicamente
un campo di spostamento limitato, nel posizionamento in
automatico potrebbero verificarsi dei movimenti che
richiedono, ad esempio, una rotazione di 180° della tavola.
Attenzione al pericolo di collisione sul corpo con un
attrezzo o elemento di tensionamento.