2 f u nzioni base (opzione sof tw a re 50) – HEIDENHAIN TNC 640 (34059x-01) Manuale d'uso
Pagina 419
HEIDENHAIN TNC 640
419
13.2 F
u
nzioni base (opzione sof
tw
a
re
50)
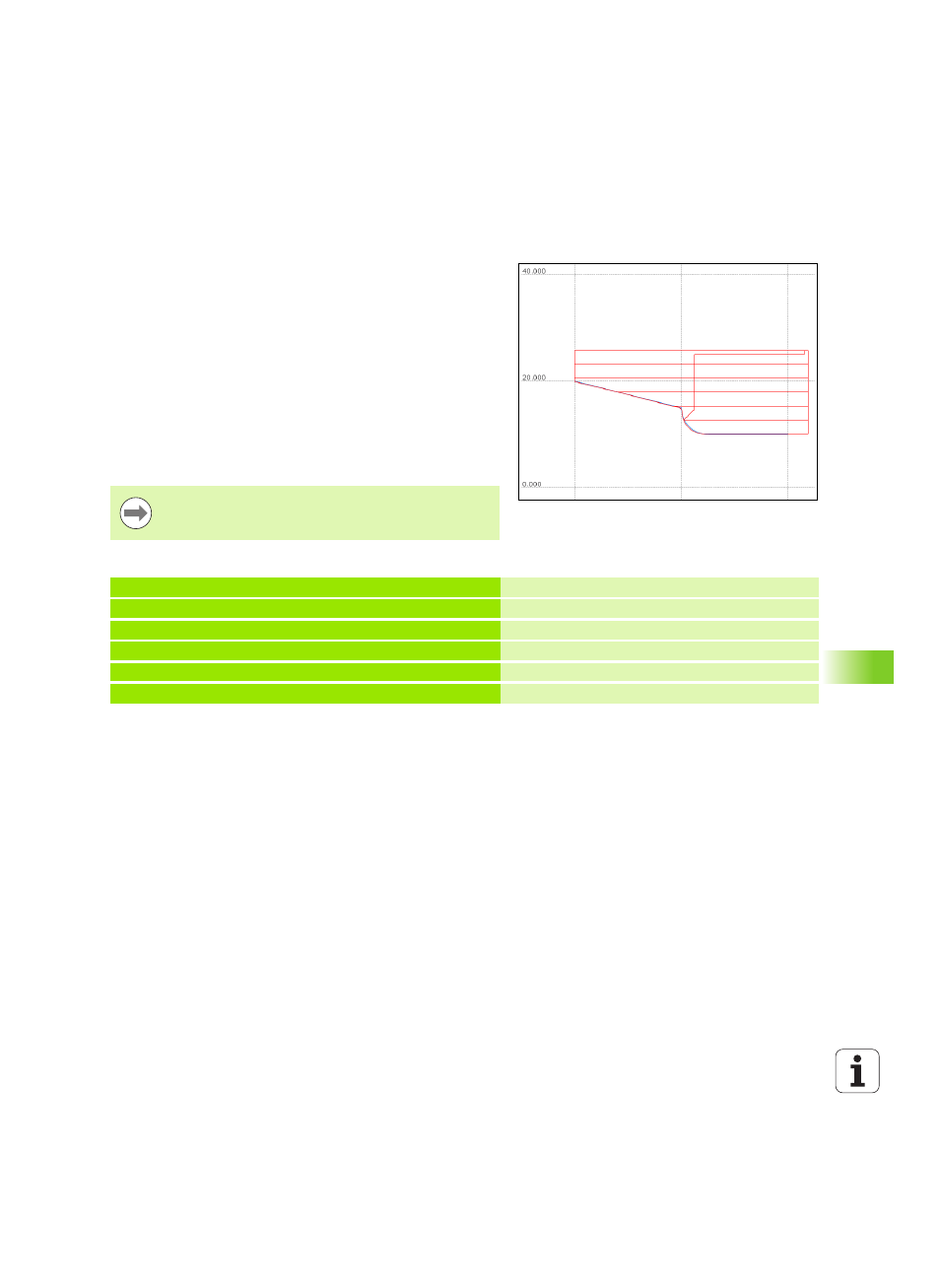
Rappresentazione grafica della lavorazione di
tornitura
Le lavorazioni di tornitura possono essere simulate graficamente con
la grafica a linee nel modo Programmazione. Si presuppone comunque
una definizione del pezzo grezzo idonea per la lavorazione di tornitura.
La disposizione degli assi è fissa in fase di tornitura, affinché le
coordinate X descrivano il diametro del pezzo e le coordinate Z le
posizioni assiali. Per la rappresentazione dei movimenti di traslazione
in modalità di tornitura, è necessario impiegare la definizione del pezzo
grezzo con asse mandrino Y.
Anche se la lavorazione di tornitura viene eseguita in un piano
bidimensionale (coordinate X e Z), è necessario programmare i valori Y
alla definizione del pezzo grezzo. Il TNC necessita della dilatazione Y
per calcolare il quadrato del pezzo grezzo. È sufficiente inserire qui
valori esigui, ad es. -1 e +1, in quanto la coordinata Y non viene
considerata come asse di lavoro.
Sintassi NC
Nel modo operativo Prova programma è disponibile
soltanto la grafica a linee 3D per simulare le lavorazioni nella
modalità Tornire.
0 BEGIN PGM GRADINO MM
1 BLK FORM 0.1 Y X+0 Y-1 Z-50
Definizione pezzo grezzo
2 BLK FORM 0.2 X+87 Y+1 Z+2
3 TOOL CALL 12
Chiamata utensile
4 M140 MB MAX
Disimpegno utensile
5 FUNCTION MODE TURN
Attivazione tornitura