2 lavorazione con gli assi paralleli u, v e w, Panoramica, Pag. 349 – HEIDENHAIN TNC 640 (34059x-01) Manuale d'uso
Pagina 349
HEIDENHAIN TNC 640
349
1
0
.2 La
v
o
ra
zione con gli assi par
a
lleli U
, V e W
10.2 Lavorazione con gli assi
paralleli U, V e W
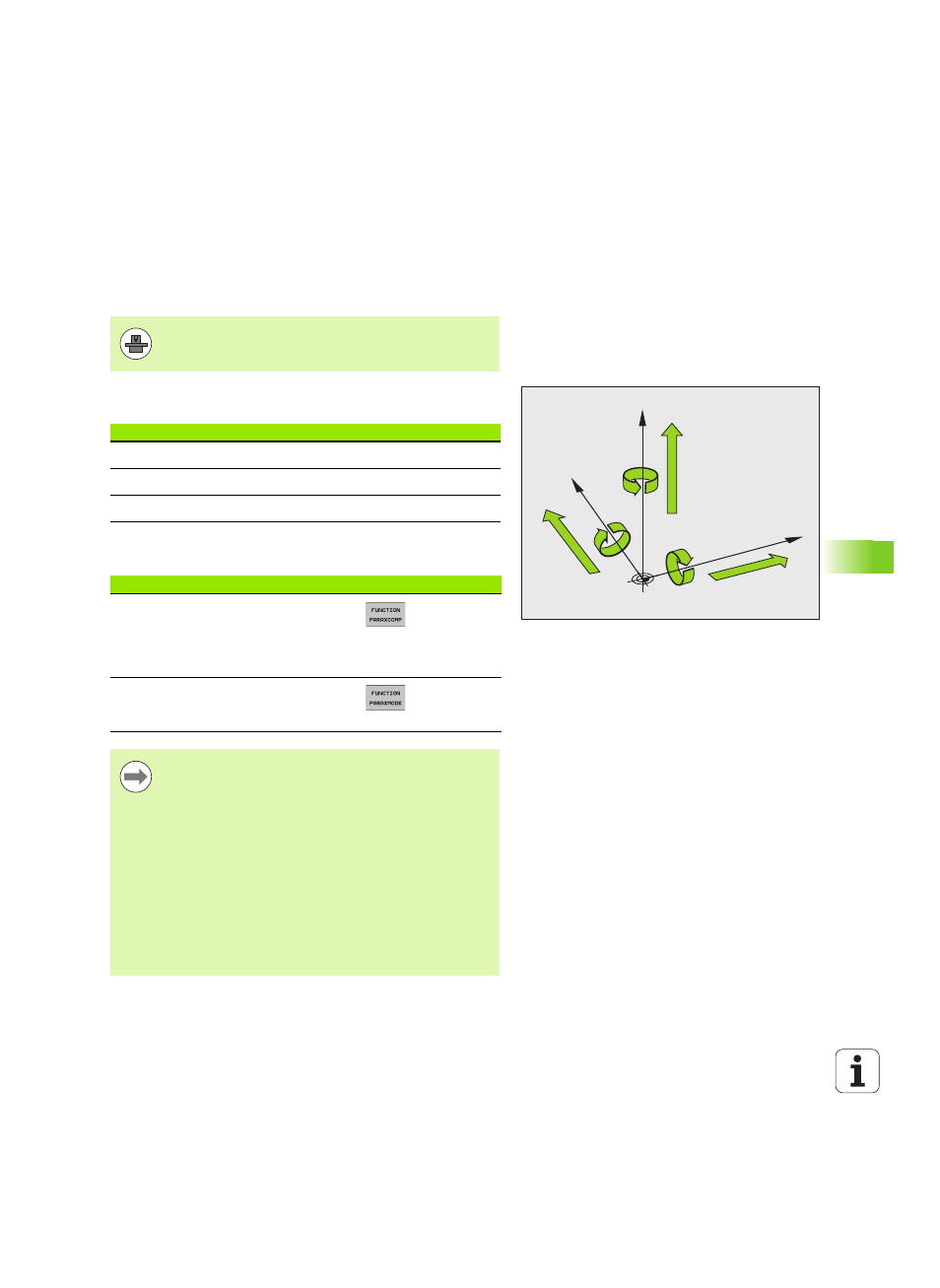
Panoramica
Oltre agli assi principali X, Y e Z ci sono gli assi ausiliari paralleli U, V e
W. Gli assi principali e gli assi paralleli sono abbinati tra loro.
Il TNC dispone delle seguenti funzioni per lavorare con gli assi paralleli
U, V e W.
La macchina in uso deve essere configurata dal relativo
costruttore se si desidera utilizzare le funzioni degli assi
paralleli.
W+
C+
B+
V+
A+
U+
Y
X
Z
Asse principale
Asse parallelo
Asse rotativo
X
U
A
Y
V
B
Z
W
C
Funzione
Significato
Softkey
Pagina
PARAXCOMP
Definizione del
comportamento del TNC
durante il
posizionamento di assi
paralleli
PARAXMODE
Definizione degli assi che
il TNC deve utilizzare per
la lavorazione
Dopo l'avvio del TNC è fondamentalmente attiva la
configurazione standard.
Il TNC effettua automaticamente il reset delle funzioni degli
assi paralleli con le seguenti funzioni:
Selezione di un programma
Fine programma
M2 o M30
Interruzione programma (PARAXCOMP rimane attivo)
PARAXCOMP OFF
o PARAXMODE OFF
Prima di cambiare la cinematica della macchina è
necessario disattivare le funzioni degli assi paralleli.